- Устройство для заточки вольфрамового электрода: мастерим своими руками
- Чем лучше точить вольфрамовые электроды?
- #1 Урий
- #2 Георгий 11
- #3 Урий
- #4 ARGONIUS
- #5 chdv1971
- #6 Sakhalin_Cat
- Прикрепленные изображения
- #7 chdv1971
- #8 Урий
- #9 Sakhalin_Cat
- #10 laguna
- #11 Sakhalin_Cat
- #12 laguna
- #13 G_Kar
- #14 Урий
- #15 selco
- #16 демонстратор
- #17 Sakhalin_Cat
- #18 демонстратор
- #19 selco
- #20 Sakhalin_Cat
- Марки и заточка вольфрамовых электродов для аргонодуговой сварки
- Марки вольфрамовых электродов
- Как правильно затачивать вольфрамовые изделия
- Автоматизация процесса заточки
- Способы и оборудование для сварки нержавейки
- Машинки для заточки вольфрамовых электродов
- Обзор машинок для заточки электродов
- ESG Plus: мощный ручной заточный станок для электродов, предназначенный для заточки, торцевания и отрезки
- WAG 40: эффективная и высококачественная заточка вольфрамового электрода
- Читайте также:
- Вольфрамовые электроды
- Маркировка и характеристики вольфрамовых электродов
- Способы заточки вольфрамовых электродов
- Вольфрамовые электроды – заточка, сварка, маркировка
- Свойства материала
- Вольфрамовые электроды – маркировка
- Заточка вольфрамовых электродов
- Технология сварки
- Советы по выбору
- В заключение
Устройство для заточки вольфрамового электрода: мастерим своими руками
Чем лучше точить вольфрамовые электроды?
#1 Урий
Существует множество разных заточных дисков и камней. Какими дисками лучше точить вольфрамовые электроды ,чтобы дуга лучше гарела и меньше было царапин после заточки? Кто,чем и как точит? Какие камни для этого подходят и не оставляют канав после заточки вольфрама? В сварочном магазине не дали внятных ответов.
#2 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

- Город: Орел
#3 Урий
#4 ARGONIUS

- Город: Н.Новгород
#5 chdv1971
Точу на алмазе на обыкновенном точиле. Теперь борозда на алмазе. В этой борозде дальше точу .
#6 Sakhalin_Cat

- Город: Южно-Сахалинск
Вот такие бывают точилки. Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
На них можно получить любой угол с одинаковой повторяемостью. Правда валяется где-то в углу уже несколько лет, а точим на ленте, так как наждака нету.
Прикрепленные изображения





Сообщение отредактировал Sakhalin_Cat: 03 Ноябрь 2014 18:34
#7 chdv1971
Вот такие бывают точилки. Фоткам лет 7 уже
Очень дорогая штука. Сам засматривался, но цена сильно отпугивает. Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Сообщение отредактировал chdv1971: 03 Ноябрь 2014 18:46
#8 Урий
Sakhalin_Cat, на ленте и на этом аппарате что на Вашем фото разница есть? Речь идет на чем лучше точить из 2 Ваших вариантов.
Сообщение отредактировал Урий: 03 Ноябрь 2014 18:54
#9 Sakhalin_Cat
- Город: Южно-Сахалинск
на чем лучше точить из 2 Ваших вариантов.
Для ручной сварки, без разницы на чем точить. На ленте гораздо быстрее.
А вот когда варит автомат например орбиталка, там без этого аппарата уже никуда, повторяемость стыка непойдет или количество танцев с бубном вырастает на порядок..
Сам засматривался, но цена сильно отпугивает.
В ручной сварке бесполезная приблуда, только если повыпендриваться.
#10 laguna
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа. Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
#11 Sakhalin_Cat
- Город: Южно-Сахалинск
В патроне дрели зажимаете вольфрам
#12 laguna
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели – легко и пальцы не обжигаются. Привык.
#13 G_Kar

- Город: Томск
Точим на маленьком наждаке, купили самое мелкое зерно, которое было в розничной продаже, специально делал риски и вдоль и поперек и по спирали – разницы не заметил.
Мои работы в инстаграм: @MOV_engineering
#14 Урий
Обозначение мелких наждаков имеется особенно которых хватает на долго? То что в природе всякого разнообразия много ,это хорошо, а то что послужило уже долго, желательно бы обозначение иметь,чтобы спрашивать при покупке.
#15 selco
чо думаю , то и пишу.

- Город: Электросталь
Обозначение мелких наждаков имеется особенно которых хватает на долго?
Мелкие ещё не значит что стойкие, вольфрам здорово грызет круг и мелкие круги быстрее изнашиваются. В маркировке не разбираюсь но фото выложу моего круга (может по фото кто скажет марку) , он крупный но износу сопротивляется здорово и вольфрам грызет дай бог. Так вот на крупном предварительная заточка и далее на алмазной чашке доводка. Риски на вольфраме только вдоль , так более концентрирована дуга получается и заметно это когда на очень короткой дуге варишь. Ещё хорошо иметь ручные тиски, для зажима и заточки вольфрама, пальцы будут целы от ожогов.






#16 демонстратор
 selco, Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ – специальное зерно от 3м) А100 – А16 (другое обозначение зернистости присущее только трайзакт от 3М – очень мелкое самозатачивающееся зерно – может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко – точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да – лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
selco, Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ – специальное зерно от 3м) А100 – А16 (другое обозначение зернистости присущее только трайзакт от 3М – очень мелкое самозатачивающееся зерно – может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко – точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да – лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 09:05
#17 Sakhalin_Cat
- Город: Южно-Сахалинск
на полиуритановом саморасширяющемся барабане
Вы бы его сфотали крупно с разных ракурсов. Штука редкая, Думаю тут мало кто видел такие прибамбасы.
У меня надувные для полировки плоскостей используются.
Колечки готовые приобретаете или склеечная машинка есть?
Сообщение отредактировал Sakhalin_Cat: 04 Ноябрь 2014 12:13
#18 демонстратор
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал , под стандартные ленты 100х289 (которые идут под надувные/саморасширяющиеся барабаны 100х90Х19 – скорее всего вы именно таким и пользуетесь). Единственное что изменено это ширина барабана (30мм а не 100) , материал -полиуритан а не резина, посадка (М14 а не 19 под шпонку) на ушм ставить. Придумал я его для 3-х целей . 1) зачистка околошовной зоны под узк контроль, 2) делать фаски /плировку (под микрошлиф)на металле, 3)точить быстро и холодно вольфрам. Потом выяснилось , что очень весело этим барабаном (тот что на 30мм) обрабатывать емкости под молоко изнутри самой цистерны), сверла точить, корче функциональная цацка получилась от грубого сноса под фаску (например 20мм лист) до полировки св.швов мед.соудов (чистота Р2500). Ща манагера заставлю фоток нарубить.
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 13:50
#19 selco
чо думаю , то и пишу.
- Город: Электросталь
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал
Тем более тогда фото требуются по подробнее вместе с УШМ.
#20 Sakhalin_Cat
- Город: Южно-Сахалинск
Где-то были заводские, ссылку найду выложу.
Сообщение отредактировал Sakhalin_Cat: 04 Ноябрь 2014 14:30
Марки и заточка вольфрамовых электродов для аргонодуговой сварки
Вольфрамовый электрод нашел применение в среде защитных газов (гелий, аргон). Реже используется при плазменной резке и наплавке.
Вольфрамовые электроды для аргонодуговой сварки обладают высокой тугоплавкостью (3000 градусов). Изготовляются методом порошковой прессовки. Кроме вольфрама (температура кипения 5800 градусов) в составе в зависимости от марки изделия, присутствуют оксиды:
Марки вольфрамовых электродов
Для удобства сварщиков на неплавящиеся электроды наносится цветная маркировка.

1) WP (зеленый наконечник) — содержание вольфрама 99,5%, для сварочных работ с магнием (сплавами), алюминием. Большое содержание вольфрама повышает устойчивость дуги на переменном токе в среде гелия и аргона. Рабочую зону электрода делают в виде нароста-шарика.
2) WT-20 (красный код) — добавлен диоксид тория (2%).

Соединение на постоянном токе: меди, титана и нержавеющих, низколегированных, углеродистых сталей. Марка востребованная, но торий — радиоактивный материал, при заточке торированных электродов образуется пыль вредящая здоровью человека. Рабочая зона сварщика нуждается в хорошей вентиляции. WT-20 сохраняют форму электрода при любой силе тока, а угол заточки изменяется под сварочные нужды.
3) WС-20 (серый наконечник) — добавлен диоксид церия (2%).

Марка применяется для сварки сталей и сплавов на постоянном и переменном токе. Деоксид церия (нерадиоактивный элемент) улучшает запуск дуги и повышает допустимые значения тока. WС-20 используется для сварки тонколистовой стали, трубопроводов и орбитальных труб. Недостаток цериевых изделий в концентрации оксида в рабочей зоне электрода.
4) WY-20 (тёмно-синий наконечник) с добавкой диоксида иттрия (2%).

Варят на постоянном токе медь, титан (сплавы) и стали — нержавеющие, углеродистые, низколегированные. Иттрированная добавка улучшает устойчивость дуги во всех токовых режимах.
5) WZ-8 (белая маркировка) — оксид циркония (0.8%).

Для сварки на переменном токе алюминия, магния и сплавов. Рабочая зона электродов с цирконием в форме сферы, превосходит по токовой нагрузке другие изделия.
6) Вольфрамовые электроды для аргонодуговой сварки с включениями окиси лантана:
WL-15 (цвет золотистый), 1.5% оксида лантана;
WL-20 (код синий), 2% лантана;
WR-2 (бирюзовый наконечник) — оксид лантана (1.4%).

Изделия с оксидом лантана имеют легкий запуск и устойчивую дугу, прожоги металла минимальные, уменьшенный износ рабочей зоны электрода. Применяются для всех видов сталей и сплавов.
Размеры и цены на электроды:
- длина — 175 мм;
- диаметр от 1 до 5 мм.
Самые популярные диаметры — 1,6-2,5 мм.
Цена на вольфрамовые изделия зависит от производителя, марки и диаметра электрода.
Стоимость WL-15 из Китая (1.0 мм, универсальный) — 40 рублей. Германское изделие TBi D (3.0 мм, красный для нержавеющей стали) обойдется в 340 рублей. За китайский WT-20 (5.0 мм, красный для нержавеющей стали) придется выложить 900 рублей.
Как правильно затачивать вольфрамовые изделия
Перед работой электроды для аргонной сварки затачиваются. Для получения правильной длины заточки, аргонщики советуют простую формулу: диаметр электрода умножить на 2,5.
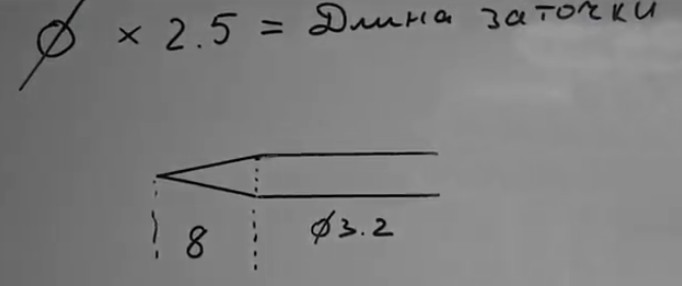
Например, диаметр 3,2 мм умножаем на 2,5 и получаем длину заточки 8 мм (рисунок выше).
При сварке алюминия на переменном токе, шарик на вольфрамовом изделии образуется САМ. Специально притуплять электрод, делая полусферой — не обязательно.
Электрод стачивается вдоль, как карандаш. Если затачивать поперек, то риски от абразива создадут препятствия для стабильной дуги.
Точить можно наждаком или болгаркой, вращая изделие в руках. Для равномерной заточки, можно стержень закрепить в патроне шуруповерта или электродрели, выставив малые обороты вращения.
По технике безопасности, одевайте маску для защиты органов дыхания от пыли.
Автоматизация процесса заточки
Продаются специальные машинки для заточки вольфрамовых электродов для аргоновой сварки. В комплектацию входит — ударопрочный чемодан для хранения прибора, электромашинка, приспособление для фиксации электрода в держателе.
Устройство машинки включает:
- абразивный алмазный диск с односторонним покрытием;
- регулировка количества оборотов;
- фильтр для мелкодисперсной вольфрамовой пыли;
- регулировка угла заточки от 15 до 180 градусов.
Желающие приобретают это устройство для домашних нужд.
Способы и оборудование для сварки нержавейки
Нам дилетантам нужно уяснить простое правило:
Залог успеха – соблюдение правил!
Придерживаясь их, сократиться количество вопросов типа «Почему у меня не получается!»
Написано: Перед сваркой поверхности зачистить – зачищаем!
Написано: Обезжирить – обезжириваем!
Заточка вольфрама – вдоль электрода, точим вдоль!
 Argonnaya-tig-svarka4. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Argonnaya-tig-svarka4. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Аргумент вроде того, что некоторые “сварные” и так работают, без соблюдений,
так они специалисты, а мы дилетанты-любители.
Так, что будем стараться соблюдать!
Заточка вольфрамовых электродов описана подробно.
Есть картинки, как нужно делать и чего не нужно.
Правильно затачивать так, чтобы риски располагались вдоль стержня.
Величина заострения, притуплять или нет это по ситуации.
Острая заточка – бОльшая глубина провара.
Более пологий угол – шире дуга и меньшая глубина проплавления.
 Dsc_0140. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0140. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.  Dsc_0138. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0138. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Электрод затачиваю с двух сторон это удобно.
Испортил, перевернул, порть дальше.
Черновую обработку выполняю на боковой поверхности круга.
 Dsc_0127. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0127. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
По необходимости делаю притупление острия.
Вольфрам очень хрупкий материал. Пользоваться кусачками нельзя, он будет крошиться и слоиться. Поэтому сначала притупление, а за тем заточка.
На радиальной части формируем окончательный угол заточки вращая электрод.
 Dsc_0133. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0133. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.  Dsc_0147. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0147. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
ВНИМАНИЕ!
 Dsc_0142_-_kopiya. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0142_-_kopiya. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
А ВОТ ТАК ДЕРЖАТЬ ЭЛЕКТРОД НЕЛЬЗЯ!
 Texnikabezopas. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование. Соблюдаем правила ТБ.
Texnikabezopas. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование. Соблюдаем правила ТБ.
____________________________________________________
Есть рекомендация по полировке электрода.
Если честно, пока не понял разницы.
Посл. ред. 06 Апр. 15, 09:02 от Advard
про заточку электрода – обтачивать надо так чтобы поверхность иглы была как можно более гладкая (в идеале полированная, но это нафиг) тогда дуга будет более равномерная.
ведь на каждой заусенице возникает корона хоть и маленькая и оно не способствует хорошей дуге.
Посл. ред. 04 Апр. 15, 05:02 от SedoY
Электрод затачиваю с двух сторон это удобно. Advard, 03 Апр. 15, 17:12
шуруповерт проколоть руку? kiliwin, 04 Апр. 15, 16:02
шуруповерт проколоть руку kiliwin, 04 Апр. 15, 19:02
чем лучше трубы “затыкать” из подручных средств? Или нужно приспособы тулить? AllesGood, 09 Апр. 15, 10:18
Я врезал тройник в магистраль до аппарата AllesGood, 09 Апр. 15, 10:18
Игольчатого крана не подвернулось, поставил обычный шаровый. На выход установил медную трубку, заглушенную. В торце просверлил отверстие такого диаметра, чтобы соотношение поддув/горелка было примерно 6/4. Кран при этом открыт полностью (я им не регулирую, а просто вкл/выкл). Отверстие в трубочке подбирал диаметром сверла. Начал с 0,5 – остановился на 0,75мм. Получился своего рода жиклер.
Добавлено через 10мин.:
Кстати, сегодня получил газовую линзу. Поставил и окончательно понял, что нужно переходить на 9 горелку воздушную и 20 водянку.
Громоздко получается с этой расходкой (17-18-26).
Никто не знает, где гибкий монокабель (сила с аргоном вместе) приглядеть можно? Самая жесткая часть моего шлейфа – кабель кнопки. Придется педаль тулить. Кто-нибудь сам собирал легкую горелку? Может какую-нибудь готовую из китайцев посоветуете (для переделки).
Посл. ред. 10 Апр. 15, 15:13 от AllesGood
Продолжим «Рассказы дилетанта».
И так всё подготовлено [сообщение #12272718]
Приступаем к сварке.
Варим на прямом токе (без импульсный режим).
При толщине металла 1,5 мм импульс не нужен.
Электрод «WL-20» диаметр – 1 мм, газовое сопло №5.
Аппарат – «Китаец обыкновенный» BRIMA Tig – 200P.
Настройки:
Ток 30-35 А; Пост газ (продувка после сварки) – 3 секунды; Спад тока – 0.8 секунд.
Расход аргона – 5 литров/мин.
 Dsc_0160. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0160. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.  Dsc_0158. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0158. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Остановлюсь на некоторых функциях аппарата.
«Спад тока» или «Ток заварки кратера».
Действительно замечательная функция.
После того, как Вы отпустили кнопку, сварочный ток медленно снижается, дуга горит,
подсвечивая место сварки, это позволяет четче контролировать процесс.
Нет резкого обрыва дуги.
«Продувка после сварки» или «Пост. газ»
Устанавливается в зависимости от мощности сварочного тока.
Рекомендуемая уставка времени продувки, для охлаждения электрода и защиты сварочного шва:
Ток 20А – продувка 2 сек. Ток 30А – продувка 3 сек. и так далее.
В моём аппарате нет функции «Предварительная подача газа».
Действую следующим образом: Отведя горелку от детали, нажимаю кнопку старта.
После того, как высокочастотный поджиг перестал работать, а газ продолжает идти, приступаю к сварке.
Эта простая метода позволяет устранить один «очень неприятный момент», называется он «Скачёк давления».
При закрытом клапане, в рукаве до газового редуктора, образуется избыточное давление.
Чем длиннее участок (рукав) от редуктора до аппарата, тем продолжительнее этот процесс.
Аргон не является только защитой при сварке, он образует плазму. Резкий выброс аргона при старте,
на тонких деталях, может вызывать сильное оплавление краёв, вплоть до прожига детали.
«Горелка – продолжение Вашей руки».
Это ощущение появилось, когда сделал одно нехитрое движение:
 Dsc_0168. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0168. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Очень помогло. Горелка «легла» в руку.
Укладываем трубу в знакомое нам приспособление «уголок», выравниваем детали.
Делаем несколько прихваток по всему диаметру.
Фиксируем кисть с горелкой. В процессе сварки она будет оставаться неподвижной.
Делаем легкий упор горелки на край керамического сопла.
Выдерживаем зазор между электродом и деталью 1-2 мм.
 Dsc_0151. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0151. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.  Dsc_0154. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0154. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Сварочный режим: нажал – опустил, нажал – отпустил.
При этом вращаем деталь в сторону горелки.
Скорость вращения подбираем с учетом состояния сварочной ванны.
Вы должны хорошо видеть процесс плавления металла.
 Dsc_0156. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
Dsc_0156. Способы и оборудование для сварки нержавейки. Материалы и инструменты. Оборудование.
По завершению сварки и погасания дуги не следует сразу убирать горелку во избежание окисления шва.
Машинки для заточки вольфрамовых электродов
Форма конца вольфрамового электрода существенно определяет процесс сварки и качество сварного шва.
Заточка вольфрамовых электродов должна выполняться очень осторожно, чтобы предотвратить повреждение границ зерен механическими силами. Заточку следует выполнять только при небольшом давлении, так как чрезмерное накопление тепла также может привести к искажению зерна и повреждению его границы. Следует полностью избегать ручного шлифования (заточки на наждаках)!
Специальные машинки позволяют точно и просто затачивать вольфрамовый электрод, это приводит к воспроизводимым результатам сварки на ручных и автоматических системах. После заточки вы получаете чистую, стабильную дугу и заметно более длительный срок службы электрода.
Обзор машинок для заточки электродов
ESG Plus: мощный ручной заточный станок для электродов, предназначенный для заточки, торцевания и отрезки

Одно устройство – полная обработка электродов:
- Заточка электродов диаметром от 1 мм до 4 мм:
- 4 различных угла заточки
- 6 различных диаметров электрода
- Торцевание кончиков электродов
- Отрезка электродов
- Фильтр для защиты от шлифовальной пыли
- Специальная насадка для 2-х дополнительных углов заточки
WAG 40: эффективная и высококачественная заточка вольфрамового электрода

WAG 40 может затачивать электроды диаметром от 1 мм до 4 мм.
Точная направляющая и упор на рукоятке держателя электрода гарантируют высококачественное продольное затачивание электрода. На шкале градуировки можно бесступенчато выставить желаемый угол заточки. Угол заточки от 7,5° до 90° дает в итоге острый угол от 15° до 180°. Подставки и кронштейны стабилизируют устройство во время процесса шлифовки.
Специальный встроенный фильтр обеспечивает фильтрацию опасной мелкодисперсной пыли. В результате, риски для здоровья, вызванные образующимися частицами пыли, сводятся к минимуму.
Оба устройства оснащены высококачественным мощным приводом на 220 В. Станок и принадлежности поставляются в прочном транспортировочном чемодане с базовым набором, в том числе с алмазным шлифовальным кругом.
У Вас появились вопросы? Смело обращайтесь за помощью к квалифицированным специалистам ООО «ДельтаСвар»!
Читайте также:
 Приглашаем посетить стенд «ДельтаСвар» на выставке «МИР КЛИМАТА—2020»
Приглашаем посетить стенд «ДельтаСвар» на выставке «МИР КЛИМАТА—2020»
10-13 марта 2020, Москва, «Экспоцентр»,16-я международная специализированная выставка «МИР КЛИМАТА—2020».«МИР КЛИМАТА» — крупнейшее выставочное мероприятие России и Восточной Европы в области HVAC&R, которое объединяет лидеров индустрии для делового общения и демонстрации передовых разработок в области производства и внедрения систем кондиционирования, вентиляции, отопления, промышленного и коммерческого холода. .
 С Днем защитника Отечества!
С Днем защитника Отечества!
От всей души поздравляем Вас с Днем защитника Отечества! .
 Орбитальные фаскосниматели для стыковых соединений труб
Орбитальные фаскосниматели для стыковых соединений труб
Для применения орбитальной TIG-сварки труб с толщиной стенки более 3 мм требуется большая энергия для проплавления и удержания сварочной ванны во всех пространственных положениях. В следствии этого возникает необходимость в снятии фаски. Простыми словами фаска — это уменьшение толщины стенки трубы, чтобы ее можно было сваривать в автоматическом режиме. .
 Особенности орбитальной сварки
Особенности орбитальной сварки
Автоматическая орбитальная TIG сварка является предпочтительным методом соединения в высокочистых отраслях промышленности. С помощью орбитальной сварки достигается превосходное качество шва в сложных конструкциях трубопроводов в приборостроении. Чистые, гладкие сварные швы, не имеющие уязвимых мест для загрязнений, бактерий, накоплений продуктов и коррозии — быстро с орбитальной сваркой! .
 Высокотехнологичные горелки для TIG сварки с жидкостным охлаждением 400-550 А, 100% ПВ
Высокотехнологичные горелки для TIG сварки с жидкостным охлаждением 400-550 А, 100% ПВ
Рынок диктует свои условия, и производители горелок для аргонодуговой сварки TIG не стоят на месте: постоянно внедряют новые технологии и применяют их на практике, в результате чего рождается абсолютно новый продукт. .
Вольфрамовые электроды
Сварка, выполняемая в среде защитного газа (гелия или аргона), требует наличия вольфрамовых электродов, которые относятся к категории неплавящихся. За счет своей тугоплавкости вольфрамовый электрод выдерживает большие температуры и длительный беспрерывный срок работы. В настоящее время этот сварочный материал имеет достаточно обширную классификацию, где присутствует довольно большое количество типов, разделенных по маркам.

Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам. В чистом виде металл в изделии присутствует, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Улучшить сварные качества ему помогают легирующие добавки.
- Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
- «C» – это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
- «Т» – диоксид тория. Пруток с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
- «Y» – диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока. Содержание – 2%.
- «Z» – оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
- «L» – оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Способы заточки вольфрамовых электродов

Заточка вольфрамовых электродов – наиважнейшая составляющая правильно проведенного сварочного процесса. Поэтому все сварщики, занимающиеся сваркой в среде аргона, очень тщательно проводят эту операцию. Именно от формы наконечника зависит, как правильно будет распределяться энергия, передаваемая от электрода двум свариваемым металлам, каково будет давление дуги. А от этих двух параметров уже будет зависеть форма и размеры зоны проплавки шва, а соответственно его ширина и глубина.
Внимание! Параметры и форма заточки выбирается от вида используемого электрода и от параметров двух свариваемых металлических заготовок.
- Рабочий конец электродов марки WP, WL – это сфера (шарик).
- На WT также делают выпуклость, но небольшого радиуса. Скорее, просто обозначают скругленность электрода.
- Остальные виды затачиваются под конус.
Когда варится алюминиевый стык, на электроде сфера образуется сама. Поэтому, проводя сварку алюминия, нет необходимости проводить заточку электрода.
Какие ошибки заточки к чему могут привести.
- Ширина заточки сильно отличается от нормы, то есть, может быть очень широкой или очень узкой. В этом случае вероятность непроплавления шва сильно увеличивается.
- Если проведена несимметричная заточка, то это гарантия отклонения сварочной дуги в одну из сторон.
- Угол заточки слишком острый – снижается срок эксплуатации электрода.
- Угол заточки слишком тупой – уменьшается глубина проплавки шва.
- Риски, оставленные от абразивного инструмента, расположены не вдоль оси прутка. Получите такой эффект, как блуждание дуги. То есть, нарушается стабильное и равномерное горение сварной дуги.
Кстати, существует простая формула, определяющая длину затачиваемого участка. Она равна диаметру прутка, умноженного на постоянный коэффициент – 2,5. Существует и таблица, в которой обозначается соотношение диаметра электродов с длиною затачиваемого конца.
Точить конец вольфрамового прутка надо поперек, как карандаш. Можно точить на электрическом наждаке или на болгарке. Чтобы добиться равномерного снятия металла по всей зоне заточки, можно закрепить пруток в патроне дрели. И вращать его на малых оборотах электроинструмента.
В настоящее время производители специального электрического оборудования предлагают станок для заточки неплавящихся вольфрамовых электродов. Удобный и точный вариант сделать заточку качественной. В состав станка входит:
- Алмазный диск.
- Фильтр для сбора пыли.
- Настройка оборотов рабочего вала.
- Настройка угла заточки. Этот параметр варьируется в пределах 15-180°.
Исследования, найти оптимальный угол заточки, проводятся постоянно. В одном НИИ был проведен тест, где электрод из вольфрама марки WL проверялся на качество сварного шва путем его заточки под разные углы. Были выбраны сразу несколько угловых размеров: от 17 до 60°.
Были определены точные параметры сварочного процесса:
- Сваривались два металлических листа из коррозионностойкой стали толщиною 4 мм.
- Ток сварки – 120 ампер.
- Скорость – 10 м/ч.
- Положение сварки – нижнее.
- Расход инертного газа – 6 л/мин.
Результаты эксперимента таковы. Идеальный шов получился, когда использовался пруток с углом заточки в 30°. При угле в 17° форма шва была конусной. При этом сам процесс сварки проходил нестабильно. Ресурс электрода резки уменьшался. При больших углах заточки менялась и картина сварного процесса. При 60° увеличивалась ширина шва, но уменьшалась его глубина. И хотя сам процесс сварки стабилизировался, назвать его высококачественным нельзя.
Как видите, угол заточки играет важную роль в сварочном процессе. И неважно, используются электроды по нержавейке, стали или меди. При любых вариантах нужно правильно заточить пруток, ведь последствия могут быть крайне отрицательными. Описание прутков по цветам и химическим характеристикам помогает правильно сделать выбор, а заодно и выбрать форму заточки.
Вольфрамовые электроды – заточка, сварка, маркировка
Вольфрамовые электроды – безопасное, высокоэффективное и по-настоящему качественное приспособление для выполнения сварочных работ. В настоящее время специалистами активно применяются изделия различной маркировки. Выбор конкретного варианта зависит от характера работ и типа сварочного аппарата, который будет использован в качестве инструмента для реализации поставленных задач.
Свойства материала

Температура плавления материала составляет порядка 3400 о С, а температура кипения – около 5900 о С. Вольфрам выступает наиболее тугоплавким металлом, который применяется для изготовления электродов. Как видно, материал способен сохранять изначальную структуру при воздействии наиболее высоких температур.
Чтобы улучшить качество вольфрамовых электродов, например, повысить стабильность горения дуги, при их производстве в качестве добавок применяются всевозможные окислы редкоземельных металлов. В зависимости от того или иного состава данных элементов выделяют изделия различных марок.
Вольфрамовые электроды – маркировка

Как подобрать подходящие вольфрамовые электроды? Маркировка дает возможность ускорить выбор изделий, которые позволят наиболее эффективно справиться с поставленными задачами:
- «W» (зеленые) – электроды, изготовленные с применением чистого вольфрама. Отдавать предпочтение такому решению рекомендуется при обработке алюминиевых сплавов на переменном токе.
- «WTh» (красные) – торированные вольфрамовые электроды. Применимы для сварки меди, коррозийно-устойчивой стали, титана под воздействием постоянного тока.
- «WZr» (белые) – цирконированные вольфрамовые электроды. Изделия данного плана могут быть использованы как для сварки на постоянном, так и переменном токе. Применяются для обработки легких металлов (магний, алюминий).
- «WLa» (черные) – лантанированный вольфрам для обработки тяжелых металлов при переменном и постоянном токе.
- «WCe» (серые) – церированные электроды, что используются в качестве альтернативы торированным изделиям.
Заточка вольфрамовых электродов

На сроке жизни вольфрамового изделия существенно отражается его притупление. То, насколько плоским будет окончание электрода, зависит от его диаметра, толщины металла и величины сварочного тока.
Технология сварки

При ручном способе сварки тонколистового металла электрод вводят несколько сбоку, не в столб дуги. Металл большей толщины обрабатывают поперечно-поступательными движениями.
Полуавтоматическая и автоматическая сварка предполагает размещение электрода перпендикулярно обрабатываемой площади. Зачастую направление движения выбирают таким образом, чтобы присадка находилась впереди дуги.
Советы по выбору
При подборе тугоплавкого вольфрамового изделия стоит обращать внимание на следующие критерии:
- Параметры электрода, маркировку, состав, характер легирующих добавок.
- Диаметр (в зависимости от необходимой толщины рабочего шва).
- Плотность материала изготовления.
- Качество заточки.
- Специфическую геометрию острия.
Естественно, при подборе электродов для выполнения конкретных задач наиболее просто ориентироваться согласно маркировке, что наносится на поверхность изделий производителями. Последняя укажет на возможные сферы применения, состав, условия эксплуатации.
В заключение
Вольфрамовые электроды – одно из лучших решений для выполнения сварочных работ. Продукция данной категории отличается высоким качеством и эффективностью. Однако при выборе приходится уделять внимание целой массе важных характеристик, что может поставить в тупик неподготовленных мастеров. Чтобы облегчить задачу, стоит обратиться к вышеуказанным рекомендациям.
Источник