- Наш опыт изготовления пуансона (матрицы) для самостоятельной постройки лодки из стеклопластика
- Как сделать матрицу для стекловолокна
- Матрицы для стеклопластика и болваны для матриц: технология изготовления
- Матрицы из стеклопластика: этапы изготовления
- Болван матрица:
- Где заказать?
- IvanD › Блог › Процесс создания детали из стеклопластика
- Матрица из стеклопластика
Наш опыт изготовления пуансона (матрицы) для самостоятельной постройки лодки из стеклопластика
При самостоятельной постройке судов из стеклопластика весьма трудоемкой и ответственной операцией является изготовление оснастки для формования корпуса — пуансона или матрицы. Рекомендуемые в литературе конструкции оснастки, как правило, требуют затрат большого количества материалов и не позволяют обеспечить необходимое качество поверхности обшивки в любительских условиях.
Поскольку лекала для сборки пуансона нам пришлось заготавливать в городской квартире, мы вынуждены были применить вместо досок строительный картон — оргалит. Лекала получились легкими, занимали мало места при хранении и, что самое главное, их можно было согнуть по радиусу для переноски. Разумеется, в конструкции пуансона подобные гибкие лекала могут быть использованы лишь для задания внешней формы каким-то жестким элементам, так как сам тонкий картон не обладает необходимой жесткостью и прочностью. Поэтому при сборке пуансона с обеих сторон лекала мы нашивали несущие рамы, собранные из обрезков сосновых досок.
В статье Д. А. Курбатова о постройке мини-яхты «Калан» (см. здесь) рекомендовалось в качестве заполнителя использовать цементно-песчаный раствор. Однако при изготовлении опытной формы по такому методу мы обнаружили, что получить требуемую гладкость поверхности довольно трудно; необходимо устанавливать много поперечных лекал, требуется слаженная работа сразу четырех «штукатуров». Кроме того, исправлять затвердевшую бетонную поверхность оказывается очень трудно, особенно, если нужно не добавлять материал, а снимать какую-либо выпуклость. На нашем пуансоне для постройки корпуса яхты длиной 10 м и шириной 2,8 м мы выполнили заполнитель из двух слоев: на внутренний слой из армированного металлической сеткой бетона накладывали наружный — отделочный слой толщиной 10—20 мм из гипса. Малое время затвердевания раствора (как правило, не более 30 мин после затворения), простота обработки материала (его можно строгать рубанком, шлифовать наждачной бумагой и т. п.), возможность регулировать его твердость и время затвердевания раствора количеством воды, — все это безусловные преимущества гипса перед бетоном.
Основу каркаса изготовленного нами пуансона составляет прочный продольный «стапельный» брус, установленный на вкопанных в землю стойках на высоте 0,5—1 м. Протянутая вдоль верхней грани бруса стальная струна служит для контроля установки лекал, раскрепляемых стойками и поперечными брусьями. Верхние кромки поперечных шергень-планок лекал должны быть строго горизонтальны и расположены на одном уровне. Соответствующие опорные бруски закрепляют и на самих лекалах. Лекала устанавливают на стапеле, контролируя их положение при помощи отвеса, уровня и струны. Нижние концы лекал крепят к кольям, вбитым в грунт; вертикальные стойки раскрепляют подкосами.
Схема конструкции пуансона 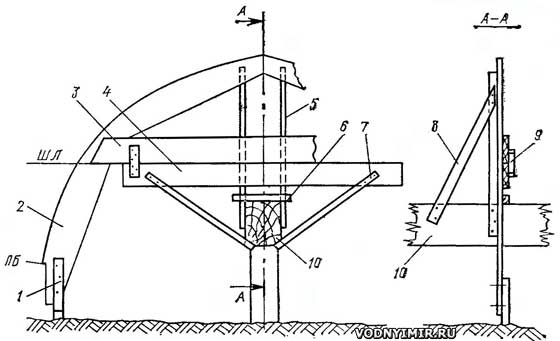 ЛБ — линия борта; ШЛ — шергень-линия. 1 — стойка-колышек; 2 — лекало из оргалита; 3 — шергень-планка из доски; 4 — поперечный брус, закрепленный к стапелю; 5 — вертикальные стойки; 6 — брусок для крепления стоек; 7, 8 — подкосы; 9 — брусок для крепления лекала 2 к шергень-планке 4; 10 — продольный брус стапеля. |
Когда лекала из оргалита выставлены, с их носовой и кормовой сторон крепятся несущие рамы. Мы собирали эти рамы на импровизированном плазе — заборном щите, на котором с точностью ±30 мм были нанесены координаты точек А, Б и В. Эти рамы крепятся только на основной продольной балке и к кольям. Наружные их кромки служат основой для зашивки пространства между лекалами рейками с шагом 50—80 мм. Затем поверх реек натягивается металлическая сетка таким образом, чтобы от сетки до краев лекал — до наружной поверхности пуансона — оставалось 60—100 мм.
Крепление рам к лекалу и зашивка пуансона рейками 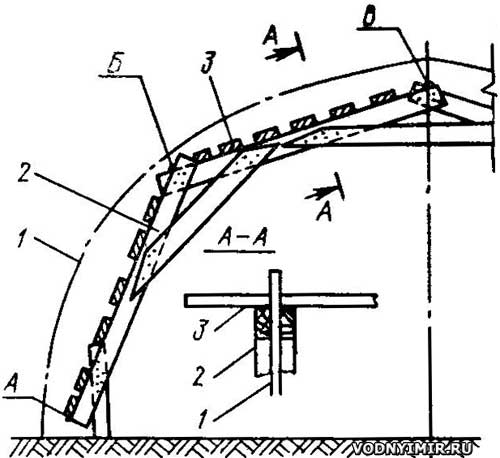 А, Б, В — контрольные точки для построения контура рам. 1 — формообразующее лекало; 2 — рейки рамы; 3 — рейки зашивки пуансона. |
Технология бетонирования армирующей сетки общеизвестна. Важно, чтобы между поверхностью бетона и чистовой поверхностью пуансона оставался зазор не менее 10 и не более 20 мм. При меньшем зазоре отделочный слой гипса получится непрочным, при большем — существенно увеличивается расход гипса. Поверхность бетона для улучшения сцепления с гипсом следует делать возможно более шероховатой.
Гипсование отделочного слоя 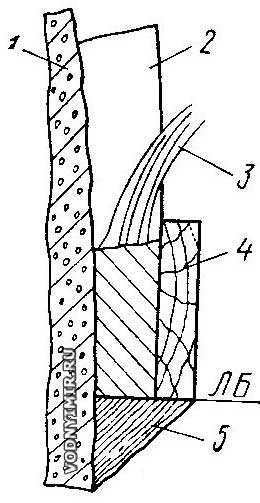 1 — слой бетона; 2 — контур лекала; 3 — заливка гипсом; 4 — рейка опалубки; 5 — загустевший гипс. |
Для отделочного слоя применяется гипсовый раствор без введения добавок-наполнителей (песка), так как это затруднило бы последующую обработку поверхности режущим инструментом.
В качестве опалубки для заливки наружного слоя гипса применялась деревянная (без сучков) рейка сечением 10X60, получающая плавную форму при изгибе. Длина рейки должна быть не менее четырех шпаций. Перед началом работы надо четко обозначить линию борта, для чего рейку прикладывают к лекалам таким образом, чтобы ее нижняя кромка совпадала с отметками линии борта на лекалах. Затем рейка, покрытая слоем смазки (типа солидола) или парафином, чтобы исключить прилипание к ней гипса, временно крепится к лекалам. Снизу шпателем или мастерком наносится густой гипсовый раствор, такой консистенции, чтобы он не стекал с вертикальных и потолочных поверхностей.
Далее затворяют первую порцию гипса для заливки пространства между поверхностью бетона и рейкой.
Раствор должен иметь густоту жидкой сметаны. Заливку удобно вести из ковшика, имеющего сливной носик. Весь затворенный гипс должен быть израсходован в течение 5—7 мин, а если раствор густой, то быстрее — за 2—4 мин.
После затвердевания залитого гипса (обычно, не более чем через 10 мин) рейку снимают и передвигают по лекалам вверх так, чтобы ее нижний край перекрывал на 5—10 мм затвердевший «пояс» гипса, и производят следующую заливку. За один прием следует заливать как можно большее число шпаций, кроме крайних. Для экономии времени на отделку пуансона подтеки гипса рекомендуется убирать сразу.
Гипсование наружного слоя пуансона подходит к концу  |
Пользуясь этим способом, два человека при помощи трех реек, каждая из которых перекрывала пять шпаций, выполнили заливку гипсом пуансона площадью 40 м² примерно за 50—60 ч. При этом качество поверхности формы получилось неплохим — потребовалась лишь незначительная ее обработка.
При отделке гипсовой поверхности можно применять те же методы, что и при отделке дерева. После полной механической обработки рекомендуется пропитать поверхность гипса олифой, что в некоторой степени компенсирует высокое водопоглощение материала. Для заделки выбоин, трещин и сколов удобно применять замазку — «универсальную» или «оконную».
Общие затраты труда на изготовление пуансона составили около 400 человеко-часов, количество израсходованных материалов составило: цемент 1 т, гипс 500 кг.
Наружный гипсовый слой при защите его от воздействия атмосферных осадков оказался довольно стойким. Пуансон, покрытый рубероидом, простоял всю осень, зиму и часть весны. Когда в мае мы сняли покрытие, никаких повреждений от влаги, мороза и т. п. на поверхности гипса не оказалось. Рубероид был уложен на прокладки так, чтобы между поверхностью гипса и покрытием оставался зазор 3—5 см; все швы на рубероиде заливались смолой.
Поделитесь этой страницей в соц. сетях или добавьте в закладки:
Источник
Как сделать матрицу для стекловолокна
Матрицы для стеклопластика и болваны для матриц: технология изготовления

Серийное и мелкосерийное производство, связанное с отливкой изделий, начинается с изготовления болвана и матрицы. Это один из самых ответственных этапов, так как от качества изделия будет зависеть качество каждого следующего конечного продукта. Матрицы из стеклопластика подходят для отливки изделий ручным способом, а также холодного прессования.
Болваны для стеклопластиковых матриц полностью повторяют форму будущего изделия. Заказать болванки из МДФ, дерева, пластика — вы можете у нас.
Матрицы из стеклопластика: этапы изготовления
Самым первым этапом становится создание болван-матрицы или болван-формы (об этом мы расскажем ниже). По готовому болвану изготавливается матрица. Для формы используют стеклопластик или углепластик и специальные матричные гелькоуты.
После финишной обработки болвана, в том числе нанесения восков при необходимости, начинается процесс изготовления матрицы. Гелькоут можно наносить двумя способами:
- Ручным – кистью;
- Методом напыления – с использованием чашечного пульверизатора;
Матричный гелькоут наносится в несколько этапов, слоями разной толщины, обязательно выдерживается до состояния готовность «на отлип». После обработки ровингом или склеивающей пастой, начинается укладка матричного стеклопластикового ламината.
Важно стекломаты укладывать без неровностей и пузырей воздуха. Для этого при необходимости используют предварительный раскрой матов. Каждый слой покрывается специальными полиэфирными смолами.
Еще один важный этап – нанесение армирующего слоя, который обеспечит необходимую прочность и жесткость матрицы, сделает ее устойчивой на изгиб и разрыв, исключит возможность деформации в результате использования. Отлитая матрица обязательно шлифуется и полируется, чтобы убрать даже микроскопические шероховатости и неровности, а затем наносится разделитель – условно постоянный слой, который поможет относительно легко вынимать из матрицы готовые детали.
Для удобства и долгого срока службы матрицы из стеклопластика, в зависимости от формы и способа заливки, оснащают ушками, выемками, ручками, ножками, что обеспечивает аккуратную эксплуатацию и долговечное использование.
Болван матрица:
Чтобы изготовить любую матрицу — необходим болван для нее. Это прототип будущего изделия, в точности повторяющий его форму. При этом качество болвана должно быть очень высокое. Погрешности в размерах, форме, а также неровности и шероховатости поверхности — недопустимы.
Болван-матрица изготавливается либо из того же материала, что и конечное изделие, но чаще всего создается из любого чернового материала. Например, для изготовления матричных болванов нередко используют:
После финишной обработки болваны для матрицы обязательно шпатлюются, красятся и покрываются специальными лаками. Это необходимо для создания идеально гладкой непористой поверхности, что обеспечит глянцевую поверхность изделия и исключит возникновение эффекта «закипания».
Для создания сложных болванов используются фрезерные станки с ЧПУ (числовым программным управлением), которые позволяют создавать точные копии с минимальной погрешностью по размерам, при этом работают с различными материалами.
Где заказать?
Наша компания вот уже почти 15 лет работает на рынке резки и фрезеровки, мы располагаем современной технической базой, высокотехнологичными фрезерными ЧПУ-станками и опытным персоналом. Принимаем заказы на изготовление мастер-моделей для литья и болванов для матриц. Работаем преимущественно с деревом, МДФ, пенополистиролом и пластиком.
- создание 3д модели будущего изделия,
- вырезание на станке болван матрицы (или его деталей при необходимости сборки модели),
- доведение готового изделия до финишного результата (шлифовка, лакировка, покрытие специальными материалами – при необходимости и пожеланиях заказчика).
Сотрудничаем как с частными лицами, так и с корпоративными клиентами. К нам нередко обращаются для изготовления болванов для создания матриц, которые в дальнейшем будут использоваться при производстве катеров, запчастей автомобилей и другой техники.
Уточнить условия работы, сроки выполнения заказа, цены — можно связавшись с нами по телефону: +7 812 336-36-76.
Наше производство расположено в Санкт-Петербурге, но с работаем с клиентами из разных регионов, отправляя заказы посредством транспортных компаний.
IvanD › Блог › Процесс создания детали из стеклопластика

Что такое стеклопластик?
Стеклопластиком обычно зовется уже готовое изделие – совокупность материалов, технологий и работ. Чем удобен стеклопластик? Да тем, что можно изготовить любой формы деталь, какую только вообразит фантазия, будь то сабвуфер, повторяющий нижней стенкой очертания багажника, мелкосерийные крылья автомобилей своего дизайна, реплики спойлеров, обвесы, бампера, различные усовершенствования внутренних панелей салона автомобиля и многое другое.
Какие существуют методы производства изделий?
Достаточно часто требуется изготовить всего одно изделие и сэкономить время и материалы, в таком случае делается болван (макет) и прямо по нему клеится стеклопластик с последующим его выведением шпаклёвкой под покраску. Макет должен быть заведомо меньших размеров(на толщину стеклопластик+шпаклёвка.
Другой метод – изготовление изделий по матрице. Применяется для размножения (копирования, тиражирования) какого-либо изделия, а так же если делается в одном экземпляре, но есть вероятность разрушения изделия в процессе эксплуатации (например юбка бампера).
Изготовление болвана
Первым делом необходимо задать будущую форму из любых подручных материалов, наиболее распространенные перечислены ниже.
Для гладких и плавных искривленных плоскостей обычно используют натянутую ткань между жесткими краями.
Для больших и крупногабаритных участков, а также для прямых длинных и тонких используется листовой металл, фанера, ДСП металлические трубы квадратного сечения и любые комбинации с этими материалами.
Для изготовления ребер часто применяется картон, вырезается профиль изделия, расставляются по основанию и либо заполняются пеной промежутки, либо натягивается ткань. Так же картон можно применять и в качестве других конечных граней, вообще при сноровке возможно и весь болван сделать из картона.
Достаточно хороший материал для болванов – пенопласт, он легко режется, шкурится, склеивается друг с другом и достаточно дешев.
Так же удобно использовать обычную монтажную пену в баллонах, она как и пенопласт легко обрабатывается.
И как вариант использование уже существующей детали из стеклопластика, с его разрезкой, добавления других фрагментов из стеклопластика и последующим их соединением в новую деталь с проклейкой заплатками стеклоткани.
После того как форма предварительная сделана, переходят к следующему этапу – выведение «под покраску». Что бы защитить пену или пенопласт от смолы, обычно несколько слоёв газет просто наклеивают на пенопласт клеем ПВА, он не пропускает смолу и является дополнительным укреплением макета, дабы смола не разъела пену. Так же плоские поверхности пенопласта возможно защитить скотчем упаковочным или алюминиевым. Для дальнейшего выведения используется на твердые поверхности сразу шпаклевка, на нетвердые желательно стеклопластик нанести, либо жесткую строительную штукатурку. Далее обрабатывается наждачками до необходимых форм и размеров.
Следующий этап необходим, если болван делается под матрицу. большинство материалов, из которых обычно строятся болваны, даже при хорошей обработке разделителями, будут впитывать в себя смолу, потому необходимо болван покрыть лаком.
Если деталь сразу делается на болване, то желательно позаботиться о том, что бы после выклейки стеклопластика можно было достать болван, пусть даже в разрушенном виде, поскольку оставление его там резко сократит срок службы самой детали из-за погодных условий.
Видео-пример изготовления детали из стеклопластика, с использованием полиэфирных смол и стекломата:
Материалы для полиэфирных смол
Для полиэфирных смол используются следующие материалы:
стекловуаль для первого слоя
для последующих слоев – стекломаты 100, 300, 450 и 600 г/м.кв. обычно 100 и 300 для первого-второго слоя, 450 и 600 для набора толщины
для внутренних углов применяется ровинг рубленый, ровинг в виде нити
для жесткости применяется стеклоткань или стеклорогожа конструкционная, но эти материалы не любят изгибов
для склейки половинок и для некоторых других случаев (заполнение углов, увеличение толщины в частных случаях) применяется аэросил размешанный в смоле либо готовая смесь Филер
для финишного (первого) слоя изделия в матрице применяется гелькоут.
Для эстетики последним слоем матрицы, а так же изделия наносится топкоут, необязательный материал.
Гелькоуты и топкоуты обычно делятся на 2 группы и каждая так же на две – для ручного нанесения(Hand маркировка Н) и для пульверизатора(Spray маркировка S), для матриц (маркировка GM) и просто изделий (для матриц повышенной износостойкостью отличается)
Смолы так же выпускаются различных модификаций, такие как матричные, уменьшенной усадки, для изделий стандартные общего применения; устойчивые к химическим средам, устойчивые к повышенной температуре, устойчивые к атмосферным воздействиям (ультрафиолету).
Меры безопасности при работе с полиэфирными смолами
Полиэфирная смола выделяет очень вредные для здоровья летучие вещества, поэтому необходимо защищать органы дыхания как минимум угольным респиратором и обязательная вентиляция помещения, иначе дикая вонь и головные боли обеспечены, возможно и расстройство здоровья.
Так же необходимо защищать руки медицинскими перчатками, что б на кожу не попадала смола.
Вкратце про эпоксидные смолы и материалы под них
Начнем с того, что эпоксидные смолы в настоящее время используются в основном для изготовления декоративного карбона, так как время кристаллизации большое, жесткость больше и соответственно изделие будет более хрупким, кроме того эпоксидная смола стоит дороже полиэфирной. Стекломатериалы для эпоксидки применяются так же специальные, так как стандартные стекломаты пропитаны специальной эмульсией, которую растворяет только полиэфирная смола.
Замешивание смол, гелькоутов
Важно не отходить от рекомендаций производителя по пропорциям смолы и отвердителя, иначе, если отвердителя перельете смола может закипеть, либо кристаллизоваться намного быстрее, чем нанесете. Если меньше нальете, то рискуете испортить все, так как смола не кристаллизуется.
Смолы необходимо замешивать столько, что б можно было ее всю использовать за примерно 20 минут работы.
В идеальном варианте можно иметь весы электронные, в более простом – шприцы, большой на 20мл для смолы и инсулиновый для отвердителя.
Снятие формы (матрицы), разделители
Рабочая температура в помещении должна быть не менее 20 градусов по Цельсию.
Первым этапом необходимо определиться, будет ли матрица из одной части или нескольких. Для этого необходимо прикинуть, сможете ли вы вытащить болван из матрицы, не разрушив его.
Далее делаются поля из тонкого листового картона, либо из пластика, приклеиваются на пластилин либо термоклей по границе матрицы, если матрица будет состоять из нескольких частей то по границе первой части и последующих нечетных. Когда будут готовы эти части матрицы, необходимо будет удалить поля и завосковать оставшиеся части изделия и поля готовых частей матрицы. Так же желательно сделать бугорки из пластилина на полях для матрицы, что бы у самих полей матрицы были контрольные пазы.
Первым делом необходимо, что бы изделие или болван были чистыми. Далее наносится воск в несколько слоев с промежуточной сушкой и Конечной полировкой. После воскования и полировки желательно нанести поливиниловый спирт CRA губкой или мягкой тканью в один слой.
Пример создания матрицы и изделия из стеклопластика:

Формула расчёта материалов для изготовления:
Расчет веса материалов (х-это знак умножения)
Площадь поверхности х количество слоев х удельный вес стеклоткани = вес стеклоткани
Вес стеклоткани х 2 (где 2 отношение к смоле 1:2)= вес смолы
Площадь поверхности х 0,6(удельный вес гелькоата 0,6кг х 1м²)= вес гелькоата
Вес смолы х 0,03(удельный вес закрепителя0,03кг* х 1кг)= вес закрепителя
Вес стеклоткани + Вес смолы + Вес гелькоата + Вес закрепителя = Вес детали (будущей)
Ламинирование ручное
Ламинирование в матрице вакуумное – инжекция и просто пакет
к преимуществам вакуумной технологии можно отнести такие вещи как: меньший расход смолы, нестесненная по времени укладка стекломатериалов, намного проще работать со смолой, более лучшее соотношение смола/стекломатериалы, в результате чего получается более легко и крепкое изделие
Инжекция
технология состоит в том, что вакуум сам распределяет смолу по стекломатериалу, далее вакуум сохраняется до кристаллизации смолы.
предварительно необходимо по периметру матрицы приклеить спираль из пвх, с ее помощью вакуум будет равномерно по всей матрице засасывать смолу.
далее наносится гелькоут. после укладываются стекломатериалы в нужном количестве, далее укладывается на всю поверхность стекломатериала проводящий смолу слой, сверху на него впитывающий слой, далее из специальной пленки делается либо мешок, в который полностью входит матрица, либо пленка приклеивается по периметру матрицы. в пленке предусматриваются два отверстия, одно под сосок для вакуума, устанавливается впритык к вакуумной магистрали, второе под сосок для подачи смолы. возможны варианты с большим количеством резервуаров для подачи смолы, все зависит от конфигурации матрицы.
когда все подготовлено включается насос. при достижении максимального вакуума, открываем магистраль подачи смолы. при заполнении полностью всего стекломатериала подачу смолы прекращают. так же на вакуумной магистрали желательно предусмотреть резервуар под лишнюю смолу.
Инструменты для ручного ламинирования
для ручного ламинирования используются кисти флейцевые, валики металлические, металл.угловые, игольчатые
Инструменты и материалы для вакуумной инжекции
-насос вакуумный
-спираль пвх
-пропускающий слой
-впитывающий слой
-соски, трубочки
-пленка вакуумная
-герлен
Видео про стеклопластик на моем канале: You-Tube канал
Матрица из стеклопластика
Пластилиновый макет – это какая-то недоматериализованная мысль. Уже можно потрогать, но нельзя пользоваться. Причем, пластилин при нагреве и остывании деформируется. Поэтому стоит поторопиться закрепить его стеклопластиком. Мне известны три способа ручного изготовления деталей из стеклопластика (пластмассы, упрочненной стекловолокном). Но, если мы хотим повторить наше изделие, то нам не обойтись без промежуточного этапа — изготовления матрицы.
Матрица из стекловолокна это такая же деталь, только “вывернутая наизнанку” (лицевой поверхностью внутрь). Внутренняя поверхность матрицы копирует форму поверхности пластилиновой модели. Поэтому деталь, “склеенная” в матрице, будет точной копией нашей модели.
Такую сложную форму, как кузов автомобиля, необходимо разделить на фрагменты, для того, чтобы матрица получилась разборной. Мы ведь не хотим ее резать, вытаскивая деталь? Фрагменты матрицы должны скрепляться между собой, образуя общую внутреннюю поверхность. Для этого по контуру каждого фрагмента матрицы делают отвороты наружу — фланцы. Фланцы соседних фрагментов скрепляют болтами.
Еще на этапе проектирования тюнинга стоит подумать о сложности его изготовления. А уж во время ваяния модели из пластилина, мысль о матрице должна дисциплинировать разгулявшуюся фантазию.  1. В случае с Copen, я рискнул обойтись одним разъемом по контуру капота. В пластилине ставить опалубку разъема сравнительно просто. Для этого продираем борозду и загоняем в нее полосу оргалита (жести, фольги, картона, ПВХ, пластилина).
1. В случае с Copen, я рискнул обойтись одним разъемом по контуру капота. В пластилине ставить опалубку разъема сравнительно просто. Для этого продираем борозду и загоняем в нее полосу оргалита (жести, фольги, картона, ПВХ, пластилина).
Процесс контактного формования стеклопластика тюнингеры часто называют клейкой. Возможно, причиной тому чей-то неудачный опыт “приклеивания” полиэфирной смолы к модели или матрице с печальными последствиями… Поэтому, перед формовкой стеклопластика на поверхность модели или матрицы необходимо нанести разделительный слой. Разделителем может быть воск, разведенный в скипидаре, полироль для паркета, автомобильная тефлоновая полироль или профессиональные термостойкие воски.
 2. Изготовление любой матрицы желательно начинать с нанесения гелькоута (специальной густой смолы с наполнителем). Специалисты-технологи рекомендуют использовать дорогие профессиональные матричные гели, а наши колдуны обвеса превращают в гелькоут обычную полиэфирку мешая ее с чем-попало (тальк, цемент, сажа, алюминиевая пудра). Гелькоут наносится на модель тонким слоем плоской кистью или из малярного пистолета. Сразу замечу, что надо научиться работать быстро, так как смола доходит до желеобразного состояния за 20-40 минут.
2. Изготовление любой матрицы желательно начинать с нанесения гелькоута (специальной густой смолы с наполнителем). Специалисты-технологи рекомендуют использовать дорогие профессиональные матричные гели, а наши колдуны обвеса превращают в гелькоут обычную полиэфирку мешая ее с чем-попало (тальк, цемент, сажа, алюминиевая пудра). Гелькоут наносится на модель тонким слоем плоской кистью или из малярного пистолета. Сразу замечу, что надо научиться работать быстро, так как смола доходит до желеобразного состояния за 20-40 минут.
 3. На затвердевшую пленку гелькоута послойно, с промежуточной выдержкой на полимеризацию (“сушку”) наносим 1 слой стекломата марки 300 и 3 слоя стекломата марки 600 с пропиткой полиэфирной смолой. Каждый затвердевший слой зашкуриваем наждачной бумагой. (Когда такие материалы как стекломат недоступны, можно использовать стеклоткань и стеклорогожу на последние слои).
3. На затвердевшую пленку гелькоута послойно, с промежуточной выдержкой на полимеризацию (“сушку”) наносим 1 слой стекломата марки 300 и 3 слоя стекломата марки 600 с пропиткой полиэфирной смолой. Каждый затвердевший слой зашкуриваем наждачной бумагой. (Когда такие материалы как стекломат недоступны, можно использовать стеклоткань и стеклорогожу на последние слои).
 4, 5. Для того, чтобы избежать деформаций, я решил усилить матрицу капота. Шаблон из картона перенес на лист фанеры и выпилил две одинаковые полосы, нижним краем повторяющие форму матрицы капота. Теперь приформовываем усилители к матрице капота полоской стекломата 600 (или стеклотканью).
4, 5. Для того, чтобы избежать деформаций, я решил усилить матрицу капота. Шаблон из картона перенес на лист фанеры и выпилил две одинаковые полосы, нижним краем повторяющие форму матрицы капота. Теперь приформовываем усилители к матрице капота полоской стекломата 600 (или стеклотканью).
 6. Перед съемом матрицы, главное, не забыть просверлить монтажные отверстия во фланцах. Я задаю расстояние между отверстиями 15 см под болт М8 поближе к углу фланца.
6. Перед съемом матрицы, главное, не забыть просверлить монтажные отверстия во фланцах. Я задаю расстояние между отверстиями 15 см под болт М8 поближе к углу фланца.
 7. И вот, наступил торжественный момент первого съема. В этом мероприятии полезно участие крепких парней и применение макетной смекалки. Мне, например, часто помогает маленький домкрат. Снятую матрицу капота очищаем от остатков модели и подрезаем фланцы по контуру.
7. И вот, наступил торжественный момент первого съема. В этом мероприятии полезно участие крепких парней и применение макетной смекалки. Мне, например, часто помогает маленький домкрат. Снятую матрицу капота очищаем от остатков модели и подрезаем фланцы по контуру.
8. На гелькоуте матрицы капота заметны шероховатости и неровности — отпечатки поверхности пластилина модели. При нагревании гелькоута феном кое-где надуваются пузырьки — это скрытые раковины. Все эти дефекты устраняются при помощи ножа, наждачной бумаги и шпаклевки.
 9. После съема матрицы капота, я очищаю подкапотное пространство от остатков модели. Теперь у меня открылся доступ к местам крепления на кузове “родных” крыльев и решетки радиатора. На этих же местах я планирую закрепить свои новые детали. Я вылепливаю пластилином форму фланцев новой решетки радиатора и крыльев, отмечая канавками точки их крепления на кузове.
9. После съема матрицы капота, я очищаю подкапотное пространство от остатков модели. Теперь у меня открылся доступ к местам крепления на кузове “родных” крыльев и решетки радиатора. На этих же местах я планирую закрепить свои новые детали. Я вылепливаю пластилином форму фланцев новой решетки радиатора и крыльев, отмечая канавками точки их крепления на кузове.
Естественно, что изготовление дополнительной съемной детали матрицы фланцев было предусмотрено заранее.
10. Предварительно обработав разделителем поверхности для формовки, выклеиваем матрицу фланцев в том же порядке что и всю матрицу. Перед съемом матрицы не забываем сверлить монтажные отверстия во фланцах новой детали!
 11. Готовую деталь аккуратно снимаем, обрезаем и, при необходимости, дорабатываем шпаклевкой и наждачной бумагой.
11. Готовую деталь аккуратно снимаем, обрезаем и, при необходимости, дорабатываем шпаклевкой и наждачной бумагой.
 12. Никогда нельзя быть полностью уверенным в успехе мероприятия по съему большой и сложной матрицы. Почему-то всегда хочется поскорее оторвать ее от модели. Но, в спешке можно повредить матрицу. Поэтому, сначала необходимо отделить края матрицы по всему контуру от поверхности кузова и модели. Затем, аккуратно, при помощи деревянных клиньев и линеек постараться оттянуть края матрицы. Если есть точка опоры, то можно воспользоваться домкратом. Но в любом случае нужно быть готовым к тому, что матрица может треснуть и что пластилиновая модель будет разрушена.
12. Никогда нельзя быть полностью уверенным в успехе мероприятия по съему большой и сложной матрицы. Почему-то всегда хочется поскорее оторвать ее от модели. Но, в спешке можно повредить матрицу. Поэтому, сначала необходимо отделить края матрицы по всему контуру от поверхности кузова и модели. Затем, аккуратно, при помощи деревянных клиньев и линеек постараться оттянуть края матрицы. Если есть точка опоры, то можно воспользоваться домкратом. Но в любом случае нужно быть готовым к тому, что матрица может треснуть и что пластилиновая модель будет разрушена.
 13. Когда матрица сдвинулась, ее можно снимать руками. Как правило, матрица отваливается вместе с кусками пластилина, пенопласта, ДСП и оргалита. Потом все это приходится выковыривать, счищать скребками, отмывать керосином.
13. Когда матрица сдвинулась, ее можно снимать руками. Как правило, матрица отваливается вместе с кусками пластилина, пенопласта, ДСП и оргалита. Потом все это приходится выковыривать, счищать скребками, отмывать керосином.
14. Очищенную внутреннюю поверхность матрицы мы также как и матрицу капота проверяем на наличие пузырей, раковин, сколов и других дефектов. Выступающие на рабочей поверхности матрицы неровности, зашкуриваем наждачной бумагой. Большие раковины шпаклюем, маленькие (на черновой матрице, как в нашем случае) можно оставить. По секрету скажу, что матрицу, рассчитанную на один съем, я вообще “шпаклюю” пластилином.
 15. Чистую и обрезанную по краям матрицу крыльев с бампером и решеткой радиатора лучше сразу соединить с матрицей капота болтами. Матрица в сборе меньше подвержена деформации чем отдельные фрагменты. Надо помнить о том, что стеклопластик, как и любая другая пластмасса, со временем “течет”, скручивается и провисает под воздействием температурных колебаний и напряженного состояния. Поэтому хранить матрицу рекомендуют в собранном виде и естественном для нее положении.
15. Чистую и обрезанную по краям матрицу крыльев с бампером и решеткой радиатора лучше сразу соединить с матрицей капота болтами. Матрица в сборе меньше подвержена деформации чем отдельные фрагменты. Надо помнить о том, что стеклопластик, как и любая другая пластмасса, со временем “течет”, скручивается и провисает под воздействием температурных колебаний и напряженного состояния. Поэтому хранить матрицу рекомендуют в собранном виде и естественном для нее положении.
Созерцание готовой матрицы успокаивает. Глядя на форму, заключенную в матрице, понимаешь, что дело сделано. Склеить по матрице детали- дело техники, хотя и здесь есть свои тонкости.
Журнал «Тюнинг Автомобилей» №05, 2007 «Горбатый дизайн» часть 2, автор: Михаил Романов.
Источник