- Сварка для начинающих (ММА)
- Сварка инвертором для начинающих
- Что такое сварочный инвертор, принцип работы
- Основы и азы сварки инвертором
- Сварка инвертором для начинающих
- Сварочная дуга и образование шва
- Что такое дуговая сварка MMA?
- Содержание:
- Что такое сварка ММА?
- Основы сварочного процесса
- Плюсы и минусы ручной электродуговой сварки
- Какое сварочное оборудование используют?
Сварка для начинающих (ММА)
В этой статье мы проведем небольшой теоретический урок по сварке для начинающих.
Дуговая сварка металла в защитной среде (ММА)
Сварка MMA — (международное обозначение MMA — Manual Metal Arc) — ручная дуговая сварка штучными электродами с покрытием — наиболее распространенный и универсальный метод соединения металла. Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение — сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Первый шаг в обучении сварке — научится хорошо вести сварочный шов. Но перед этим узнаем поподробнее об применяемом оборудовании. Задача сварочного аппарата — независимо от его размера или формы — обеспечить большой регулируемый ток, идущий к электроду. Ручной сварочный аппарат дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, благодаря их малому весу, габаритам, стойкости к перепадам напряжения.
Важно помнить, что разные аппараты сваривают по-разному. Поэтому при обучении лучше всего использовать один аппарат. Также важны изолированные медные провода, которые бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200 А или более крупным на 300 А или 500 А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Правильно подобранный электрод
Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
| Толщина металла, мм | Диаметр электрода, мм |
| 2 — 3 | 1,6; 2,0 |
| 3 — 5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
| 5 — 8 | 3,0; 3,2; 4,0; 5,0 |
Выбираем сварочный ток
Сварочный ток выбираем в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
| Диаметр электрода, мм | Сварочный ток, А |
| 1,6 | 35 — 60 |
| 2,0 | 30 — 80 |
| 2,5 | 50 — 110 |
| 3,0 | 70 — 130 |
| 3,2 | 80 — 140 |
| 4,0 | 110 — 170 |
| 5,0 | 150 — 220 |
| 2,5 | 50 — 110 |
При подборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножаем на 35-40 А сварочного тока. Пример: диаметр электрода 3 мм.
3 х (35..40) = 105..120 А, таким образом источник должен иметь максимальный ток не менее 120 А.
Важно: для сварки вертикальных и потолочных швов силу тока уменьшают на 10-20 %.
Сварочные электроды покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Перед началом сварки убедитесь, чтобы все для нее готово. Примите удобное положение, возьмите держак обеими руками и обопритесь о стол максимально устойчиво. Теперь можете начинать процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась.
Для начала, нужно зажечь дугу. Для этого есть два способа:
- электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводится вверх. Этот способ называется «зажигание дуги касанием».
- второй способ напоминает процесс зажигания спички и называется «зажигание дуги чирканьем».
При сварке не смотрите на свет, а дальше дымящихся искр, необходимо сфокусироваться на расплавленной ванне за электродом. Держак удобнее брать так, чтобы его рычаг был под большим пальцем (это пригодиться при извлечении электрода).
При сварке держите электрод над металлом. Это называется дуговой промежуток. Старайтесь поддерживать его по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между электродом и деталью. Чем лучше вы управляете длиной дуги, тем лучше будет сварка!
Формирование шва. Дефекты сварных швов
При сварке, смотрите по сторонам шва, он должен быть на уровне металла. Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
При движении ванны поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, остаются подрезы (пустые места, канавки на краю шва, ниже уровня металла). Этого можно избежать, контролируя внешние границы, наблюдая за ванной и утоньшая ее на поверхности. Если электрод держать более вертикально шов будет менее выпуклым. И наоборот, чем больше его наклон, тем выпуклее будет шов.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
Управление процессом сварки
Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. При малом токе основной металл не прогреется и сварочная ванна будет «бежать» за электродом. Если ток слишком большой, то основной металл будет слишком горячий, дуга будет проникать вглубь и отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс.
Сварка покрытым электродом зависит от температуры основного металла, поэтому нельзя говорить о токе без учета скорости сварки. При быстром движении электрода меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаться медленнее, тепла поступит больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не прогреется, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывется и станет трудноуправляемой, когда же скорость перемещения соответствует току, ванна растекается, но остается управляемой, оставляя тонкие края и шов одинаковый толщины.
Когда вы научитесь управлять электродом, вы можете поставить чуть больший ток и увеличить скорость сварки. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
При окончании шва надо наплавить чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
Источник
Сварка инвертором для начинающих
С появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru .
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.

Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.

Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.

Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
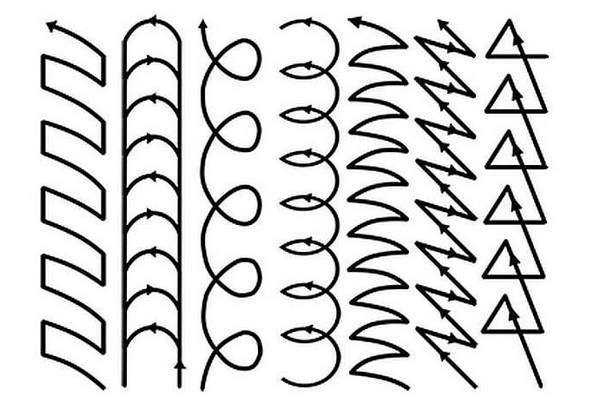
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Источник
Что такое дуговая сварка MMA?

Содержание:
Как получить неразъемное соединение стальных листов, сварить трубы, металлическую лестницу или детали забора? В большинстве случаев прибегают к ручной дуговой сварке штучными электродами. Это один из старейших методов, появившийся в 1882 году. Его вывел Н.Н. Бенардос, русский ученый, который впервые использовал для соединения стали силу электрической дуги, горевшей между угольным электродом и заготовкой. Данный метод получил распространение в промышленности и при строительстве железных дорог. Первые электроды для сварки не имели покрытия и представляли собой обычную стальную проволоку. Потому переход электродного металла не вызывал существенных изменений в составе сварного шва. Так же отсутствовала газовая и шлаковая защита от вредного воздействия газообразных компонентов воздуха и как следствие появлялась пористость шва, трещины и т.д. Применение покрытых обмазкой электродов коренным образом поменяло эту ситуацию. В 1907 году шведский изобретатель Кьельберг вывел сварочный процесс на новый уровень, создав электрод с обмазкой из силикатного клея. Отсюда пошло нынешнее название этого метода – Manual Metal Arc, сокращенно – ММА.
Что такое сварка ММА?
Это ручная дуговая сварка покрытым электродом. Основой процесса служат источник сварочного тока, который подключается к электросети, два кабеля разной полярности для подведения тока к свариваемым заготовкам. Один кабель (масса) имеет на конце зажим, который крепится на заготовке, второй с держателем на конце предназначен для крепления электрода. В процессе ручной дуговой сварки используется тепловая энергия электрической дуги, возникающая при замыкании простейшей электрической цепи. Под тепловым воздействием дуги возникает плавление металла и образование сварной ванны. При прекращении пропускания электрического тока металл остывает и кристаллизуется, образуя сварное соединение. Вместе с плавлением металла детали происходит расходование материала самого электрода. Его металл каплями переходит в сварную ванну (крупнокапельный и мелкокапельный перенос). Применяемые электроды для электродуговой сварки представляют собой стальной пруток, имеющий сплошную обмазку, различную по своему химическому составу. При их использовании вместе с электродным металлом в сварную ванну переходят и компоненты обмазки, меняя химический состав и свойства металла сварного шва. Также элементы обмазки, сгорая, образуют газообразные соединения, которые локальным облаком окутывают область электрической дуги и ограждают расплавленный металл сварной ванны от пагубного воздействия атмосферных газов.
Чтобы детально показать, как проходит процесс ручной дуговой сварки, расскажем о порядке работ. Вы убедитесь, что в этой сварочной технологии нет ничего сложного, и, зная алгоритм действий, сможете попробовать сварить, к примеру, забор, ворота или мангал.
Основы сварочного процесса

Для начала нужно определиться с тем, на каком токе будет проводиться электро дуговая сварка. Сварочный аппарат может выдавать постоянный или переменный ток, многие модели способны работать в двух режимах. При применении переменного тока дуга менее устойчива и нужны более развитые профессиональные навыки для ее поддержания, а качество шва уступает таковому при применении постоянного тока. Также постоянный ток иногда является единственным выбором для сварки некоторых металлов и их сплавов. Кроме того, стоит учитывать полярность подключения, которая может быть двух видов.
- Прямая – «минус» на электроде, «плюс» на клемме массы. При таком подключении ток идет от электрода к заготовке, которая нагревается (сам электрод при этом холодный). Применяется при скоростной сварке листового металла, обычно в узкоспециализированных сферах производства и строительства.
- Обратная – «плюс» на электроде, «минус» на клемме массы. Ток подается от металла на электрод. Это приводит к нагреву и плавлению электрода. Данный способ наиболее распространен.
Когда выбрана полярность, провода правильно подсоединены к оснастке, устанавливают силу сварочного тока в зависимости от толщины металла. Как правило, на 1 мм заготовки приходится 30 – 40 А сварочного тока. С помощью регулятора на панели аппарата выставляется нужное значение.
После этого разжигают дугу. Это один из самых сложных этапов работ, и каждый сварщик выбирает наиболее удобный для себя способ розжига. Их два: можно получить дугу при касании концом электрода заготовки и резкого отрыва или сделать несколько чиркающих прикосновений. Чтобы получить стабильную дугу и избежать ее затухания, следует соблюдать одинаковое расстояние между электродом и обрабатываемой поверхностью. Если увеличить этот промежуток, дуга может погаснуть, а если, наоборот, слишком приблизить электрод к заготовке, его конец прилипнет к металлу детали. Тогда либо придется резко отрывать электрод от поверхности, либо он прикипит, и нужно будет срезать его болгаркой. Избежать этого можно, если выбрать оптимальный промежуток между металлом заготовки и электродом, так удастся хорошо проварить металл с установленной силой тока и получить ровный шов. Чтобы образовалась сварочная ванна, следует немного прогреть металл – достаточно двух-трех оборотов электрода в месте начала сварки. При формировании сварочной ванны важно, чтобы она не слишком расходилась и ее ширина была примерно одинаковой по всей длине шва. Знайте, что электродуговая сварка требует практики. Только с опытом удастся легко разжигать дугу и контролировать стабильность ее горения.
Поначалу ручная дуговая сварка кажется очень сложным технологическим процессом. Но будьте уверены, что, шаг за шагом осваивая основные приемы, работая с разными по размеру и форме деталями и разной силой тока, можно быстро освоить ММА сварку. Именно поэтому данный метод является одним из наиболее распространенных. Его применяют в строительной, производственной, авторемонтной сферах, а также в быту – для выполнения несложных работ в гараже, на даче, в частной мастерской.
Вам предстоит соединять металлический профиль, листы, арматуру? Сомневаетесь, подойдет ли для этого ММА сварка? О преимуществах и недостатках мы расскажем подробнее. И вы сможете принять окончательное решение.
Плюсы и минусы ручной электродуговой сварки
Согласитесь, прежде чем покупать оборудование для работы, необходимо убедиться в том, что затраченные средства себя оправдают и аппарат не будет пылиться в углу гаража. Как и любой другой сварочный метод, электро дуговая сварка имеет свои плюсы и минусы (смотрите таблицу).
| Плюсы | Минусы |
| Возможность сваривания практически всех видов металлов | Недостаточно высокая производительность по сравнению со сваркой полуавтоматом |
| Сварка в любом положении, даже в ограниченном пространстве | Качество шва зависит от навыков пользователя |
| Допустима работа с аппаратами практически в любых атмосферных и температурных условиях | Сложность технологического процесса, связанная с розжигом дуги и риском прилипания электрода к металлу |
| Невысокая стоимость сварочного оборудования, возможность его использования в быту | Испарение обмазки электрода, способствующее ухудшению рабочих условий |
На самом деле, перечисленные минусы по сути таковыми не являются, нужно просто учитывать специфику использования. Для большинства строительных и производственных задач именно ММА сварка является идеально подходящим методом. Например, если электродуговая сварка металлов не является основным рабочим процессом, то недостаточно высокая производительность и сложность технологического процесса не должны заставить отказаться от этого метода. Современные производители позаботились о том, чтобы осваивать электродуговую сварку было легче. Они оснащают аппараты системами «Горячий старт» и «Антизалипание». С их помощью даже новичок справится со сварочными работами.
На фоне минусов, которые в большинстве случаев не являются препятствием к использованию ММА сварки, достоинства этого метода неоспоримы. Именно они делают его универсальным и дают возможность применять практически в любых сферах пользователям с различным уровнем подготовки. По сравнению с полуавтоматами и аппаратами аргонодуговой сварки, оборудование для этого метода сварки доступно по стоимости. К разговору о нем и стоит перейти в заключении нашей статьи.
Какое сварочное оборудование используют?
Итак, вам предстоит электродуговая сварка, но вы еще не решили, какой аппарат выбрать для работы. Решение стоит принимать, опираясь не только на цену модели; прежде чем сравнивать характеристики разных устройств, нужно определиться с видом аппарата. Перечислим основные виды.
- Сварочные трансформаторы – надежные, неприхотливые аппараты, полностью механические, с ручным управлением. В основе их работы лежит сердечник – катушка с металлической проволокой, которая преобразует сетевой электрический ток в сварочный. Сварка осуществляется на переменном токе, это ограничивает сферу применения оборудования. Кроме того, у трансформаторов большие габариты и вес, чаще всего их устанавливают стационарно в мастерских и на производстве.
- Сварочные выпрямители – техника, которая преобразует переменный ток в постоянный. Это позволяет легко получать ровный и аккуратный шов. Они обладают большими габаритами, и для лучшего результата требуются базовые навыки сварщика.
- Сварочные аппараты-инверторы – современное оборудование, с которым ручная дуговая сварка становится проще для неопытного пользователя. В конструкции нет массивной катушки, работа строится на электронной плате, в корпус уже встроен выпрямитель, поэтому на выходе получается постоянный ток, а микропроцессор корректирует его стабильность. Большинство моделей имеют системы защиты от прилипания электрода, быстрый розжиг и форсаж дуги. Вес и размер таких аппаратов в разы меньше по сравнению с трансформаторными аналогами.
Если вам предстоит электродуговая сварка в быту, автомастерской или на стройке, где нерационально использовать массивное оборудование, логичнее выбрать сварочный инвертор. Например, с таким аппаратом можно работать на высоте, повесив его на плечо. Хотите узнать подробнее о моделях оборудования, предлагаемого сегодня на рынке? Тогда читайте обзор «Лидеры среди электродуговых сварочных аппаратов ММА».
Купить оборудование для электродуговой сварки металлов вы можете в нашем интернет-магазине. Мы предлагаем модели профессионального и бытового назначения. Вы без труда подберете тот аппарат, который лучше всего подойдет для выполнения ваших задач, и сможете легко с ним работать. Оформляйте заказ через сайт и не забудьте сразу приобрести необходимые расходные и вспомогательные материалы.
Источник