- Как сделать трубогиб для профильной трубы своими руками: чертежи, фото
- Характерные черты оборудования
- Варианты устройства
- Принцип работы трубогиба
- Классификация по типу привода
- Варианты по способу изгиба
- Как сделать самодельный трубогиб для профильной трубы своими руками, используя шаблон
- Трубогиб «Улитка» для профтрубы своими руками, чертежи: как сделать станок
- Прокатное устройство
- Важные элементы конструкции
- Трубогиб для профиля своими руками: чертежи и процесс
- Инструкция по изготовлению простейшего электрического трубогиба для профильной трубы своими руками
- Изготовление гидравлического трубогиба
- Методы гибки
- Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
- Разновидности трубогибочных приспособлений и механизмов
- Простое приспособление для гибки металлических труб
- Изготовление электромеханического трубогиба
- Изготовление вальцов
- Конструкция рамы
- Прижимной механизм
- Электрический привод
- Технология гибки
Как сделать трубогиб для профильной трубы своими руками: чертежи, фото

Не всегда можно купить полую трубную конструкцию с нужным изгибом. Если дело касается мастера, то он может произвести операцию самостоятельно. В статье расскажем, как сделать простой ручной трубогиб своими руками для профильной трубы, представим чертежи и фото.
Характерные черты оборудования
Это установка, позволяющая производить операции с металлическими элементами, изгибать их под нужным углом, от 0 до 180 градусов. Разрешено применять в качестве заготовки участки профтрубы из алюминия, стали, а также из пластика. Существуют специализированные приспособления, которые можно купить в магазине, однако, они подойдут только для тонких трубок, а при желании согнуть деталь с большим сечением нужен объемный станок.
Варианты устройства
Есть проверенный дедовский способ, но его эффективность невысокая, а трудоемкость, напротив, значительная. Для этого берут полую трубу, засыпают ее песком, закрывают заглушками оба края. Затем необходимо взять газовую горелку и докрасна накалить участок. Чтобы не было непроизвольного сгибания, рекомендовано использовать трафарет, но большинство подобных процедур происходит просто с помощью любого стального крепкого бруска, о который можно упереть металл. Но чтобы получить достаточно высокую точность, а также сделать весь процесс значительно проще, мастера используют трубогибы.
- Рычажные. Они работают по типу классического рычага, то есть нужно приложить усилие на одном конце, а второй установить в шаблоне.
- Ручные.
- Дроновые.
- Арбалетные.
Последние очень ценятся среди специалистов, поскольку с ними можно производить изгиб даже на очень коротких трубках, не нагревая деталь.
Принцип работы трубогиба
Основной процесс очень простой: труба подвергается значительному температурному изменению, сталь становится более податливой. Затем заготовка помещается в прокатное устройство между тремя валами, которые одновременно служат моделью. От их расположения и диаметра зависит радиус будущего элемента. Все ролики делятся на направляющие и прижимные. Первые только удерживают деталь, в то время как последние и задают угол искривления. Отметим, что многократное изменение состояния (как нагрев, так и деформации) приводит к потере прочности.
Классификация по типу привода
В зависимости от сложности поставленной задачи, типа и радиуса, а также от материала заготовки и необходимой точности, уровня производства, могут потребоваться разные станки:
- Гидравлические. С ними можно гнуть трехдюймовые элементы. Они очень производительны, имеют высокую скорость и точность.
- Электромеханические. Рассчитаны уже на больший диаметр, чаще всего применяются для работы с магистральным трубопроводом.
- Ручные. Они приводятся в движения человеком, поэтому силы нажатия хватает только для маленьких профтруб.
Варианты по способу изгиба
Одну деталь можно согнуть по-разному, поэтому аппараты могут быть:
- Сегментные. Популярны тем, что участок можно протаскивать, чтобы получить несколько поворотных фрагментов.
- Арбалетные. Они так называются, потому что буквально натягивают на себя часть металла, сгибая его в одной точке.
- Пружинные. Используются преимущество по отношению к пластику.
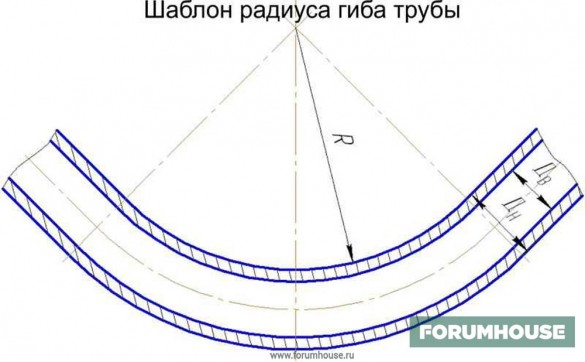
Как сделать самодельный трубогиб для профильной трубы своими руками, используя шаблон
Этот метод подходит для начинающих специалистов и для домашнего использования. Для этого понадобятся деревянные доски – их размер должен по 1 см с каждой стороны превышать диаметр конструкции. На торцах необходимо предусмотреть уклон, это позволяет заготовке не съезжать с устройства. Полученный трафарет требуется крепко установить на поверхности, подойдет ровный пол. Рядом – держатель, уже металлический, он нужен для упора.
Профтруба помещается между двумя этими элементами и мягко прижимается к образцу. Если монтировать рычаг, то процесс пойдет намного проще. Плюсы:
- Простота исполнения.
- Экономичность.
- Невысокая точность, большие погрешности.
- Деревянный шаблон подходит только для одного конкретного угла изгиба.
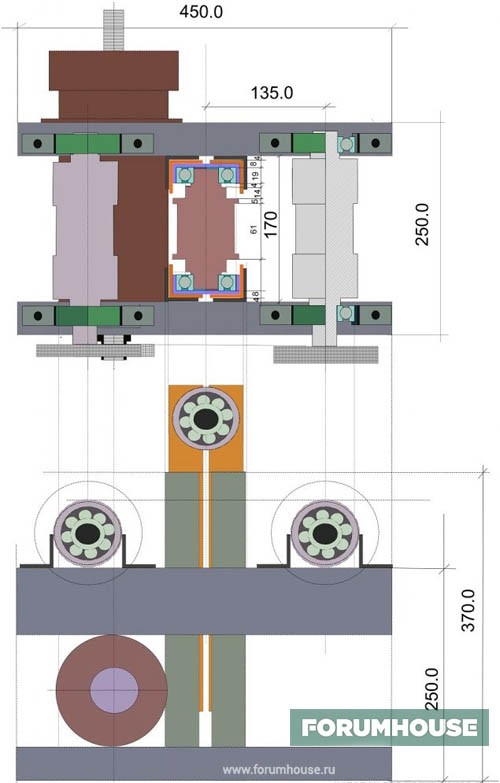
Трубогиб «Улитка» для профтрубы своими руками, чертежи: как сделать станок
Посмотрим на схематическое изображение с заданными параметрами:
Приспособление отлично подходит, когда требуется изготовить несколько одинаковых изделий. К его преимуществам относят достаточно простую конструкцию, к тому же установка получается небольшая по размерам. Но есть и существенный недостаток – радиус изгиба будет небольшой.
Прокатное устройство
Главное достоинство этого устройства – его универсальность, а также электрический привод. В остальных случаях приходится работать вручную, здесь же всего лишь нужно подключить движок. Принцип механизма все же остается прежним – есть три вала, между которыми протягивается профтруба. Ролики передвижные, их можно заменять, в соответствии с необходимым углом. Посмотрим на видео, как работает механизм. Здесь представлен ручной вариант, без двигателя, поэтому его проще сделать своими руками.
Важные элементы конструкции
Вне зависимости от того, какой тип вам больше подходит для предстоящих задач, будет представлено две противные силы – одна статичная, которая как раз упирается в трубу и гнет ее (вал, угол, деревянный шаблон), вторая, соответственно, – динамичная, она приводит весь механизм в движение. Такое устройство удобно тем, что исходя из положения, можно менять размеры загиба, причем сгибание доступно большого радиуса. Самым оптимальным вариантом в этом отношении считается трубогиб прокатный, его можно сделать своими руками. Несмотря на то, что его сложнее всего создать, он будет эксплуатироваться в течение нескольких лет. Он конструктивно состоит из следующих элементов:
- Трех роликов из металла.
- Цепи для передачи привода.
- Вращательной оси.
- Электропривода (движка) или ручного приспособления – вращательной ручки с достаточно большим рычагом.
- Металлического основания – станины.
Если валы будут созданы не из стали (вдруг нет токарного станка по металлу), а из дерева или полиуретана, то необходимо внимательно отнестись к прочности выбранных материалов. Если планируется гнуться довольно массивные трубы, то есть вероятность, что оборудование просто не выдержит.
Трубогиб для профиля своими руками: чертежи и процесс
Покажем схему одного из представленных вариантов:
Понадобится сделать следующее:
- Сварить крепкое основание. Соединения могут быть не только сварочными, но и болтовыми.
- Разместить валы – два находятся выше, они между собой на одинаковой плоскости, а третий ниже. Какое расстояние будет между ними, зависит от необходимого заданного радиуса изгиба. Рекомендуем проделать несколько отверстий для съемного крепежа, чтобы можно было с легкостью переквалифицировать аппарат.
Подробности в таблице:
| Стандартный | возвратный и уменьшающий размеры (соответственно), (мм) | ||||||
| диаметр, мм | радиус изгиба (мм) | при 45° | при 90° | при 180° | |||
| 6 | 18,0 | 7,0 | 0,8 | 18,5 | 8,0 | 18,5 | 20,0 |
| 8 | 24,0 | 9,5 | 1,0 | 24,0 | 12,0 | 24,0 | 27,0 |
| 10 | 30,0 | 11,5 | 1,3 | 30,5 | 14,5 | 30,5 | 34,0 |
| 12 | 36,0 | 14,0 | 1,5 | 36,5 | 15,0 | 36,5 | 37,5 |
| 14 | 47,5 | 18,5 | 2,0 | 48,5 | 20,5 | 48,5 | 52,5 |
| 15 | 54,0 | 21,0 | 2,3 | 56,0 | 54,5 | 56,0 | 58,0 |
| 16 | 58,0 | 22,5 | 2,5 | 64,0 | 28,5 | 64,0 | 67,0 |
| 18 | 66,0 | 25,5 | 2,8 | 68,0 | 31,0 | 68,0 | 72,0 |
- Далее натягивается цепь, она должна проходить через три шестерни и быть хорошо натянута.
- Прикрепление рукояти для приведения в движение одного вала – это и будет ручной привод.
Инструкция по изготовлению простейшего электрического трубогиба для профильной трубы своими руками
Металл может стать достаточно гибким и покладистым материалом, если правильно оснастить самодельный станок. Перечислим этапы его создания:
- Разработка чертежа. Можно воспользоваться уже готовыми на этом сайте или создать свою индивидуальную схему с заданными параметрами.
- Подготовьте валы, их надо обточить. Рекомендуем оставить по бокам небольшие кромки, они помогут, чтобы не соскакивала заготовка.
- В роликах сделайте отверстия и нарежьте в них резьбу. Аналогичная процедура требуется полкам для установки прижимного элемента.
- После подготовки деталей переходите к сборке начиная с каркаса.
- Установите валы – прижимной нужно подвешивать на пружинах, в то время как оставшиеся два разместить по бокам на опорной планке.
- Теперь прикрепите домкрат (или ручку).
Изготовление гидравлического трубогиба
Гидравлика довольно капризна в исполнении, однако, если вы имеете профессиональные токарные знания и навыки, а также необходимое для такой работы оборудование, можете начать создание трубогибочного станка для профильной трубы своими руками. Вам понадобится гидроцилиндр, нагнетательный аппарат и упоры для профтруб. Посмотрим на видео, как сделать изделие самостоятельно:
В отличие от заводского оборудования, домашнее будет выполняться не из металлических полос, а из уголков и швеллеров. Это увеличивает вес конструкции, но в то же время делает ее более статичной и надежной – можно работать с крепкими материалами. Трубогиб состоит:
- из станины;
- двух подшипников;
- полукруглой насадки;
- гидравлического домкрата.
Чтобы упорные ролики можно было смешать в ту или иную сторону, в основании нужно проделать 5—6 отверстий. Процедура проходит очень просто. Валы помещаются в проделанные для них места, домкратное устройство ставится под станиной, а на его верхнюю часть помещается насадка. Между элементами просовывается труба. Специалист вручную начинает двигать рычаг, чем сгибает заготовку.
Методы гибки
Есть два основных приема:
- Холодный – нагрев изделия предварительно не производится. Соответственно, уровень плавкости, гибкости невысокий. Значит, нельзя провести процедуры со значительным изменением угла, только небольшие изгибы. Предварительно необходимо заполнить внутреннюю полость песком или солью, это улучшит результат, минимизирует возможность раскола.
- Горячий – актуален для материалов с высокой жесткостью, прочностью, а также с заготовками, имеющими толстые стенки. Процедура проста – с помощью газовой горелки следует нагреть участок, который будет подвергаться металлообработке.
Источник
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.


По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).

Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.


Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


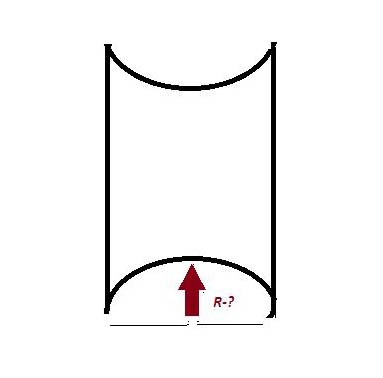
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
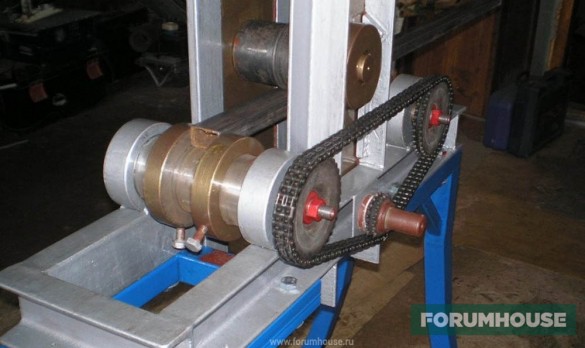
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
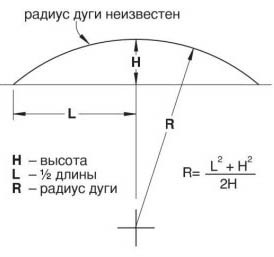
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
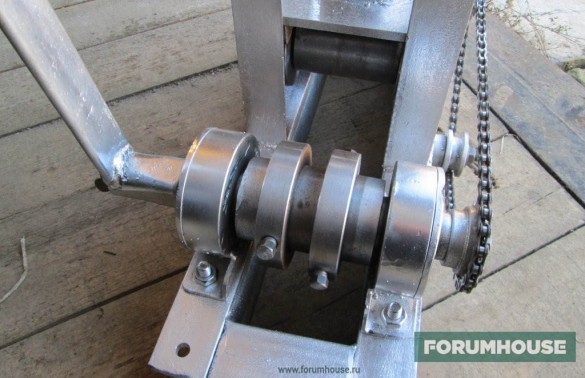
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.

В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
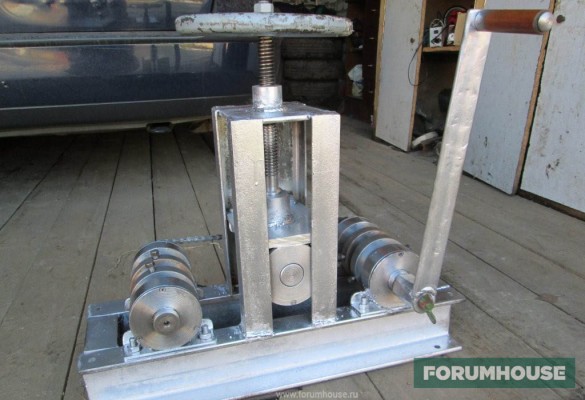
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

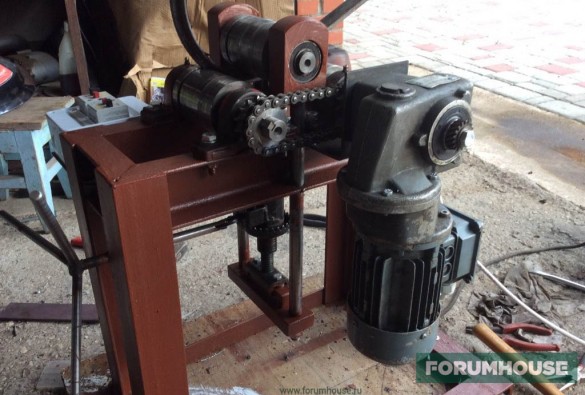
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Источник