- Домашний CNC. Часть 1. Драйвер шагового двигателя для мини-станка с ЧПУ
- Содержание / Contents
- ↑ Привод
- ↑ Двигатель (мотор)
- ↑ Выбираем шаговый двигатель
- ↑ Драйвер шагового двигателя
- ↑ Богатство выбора
- ↑ Драйвер ШД на микросхеме Allegro A3982
- ↑ Драйвер ШД на микросхеме Allegro A3977
- ↑ Схема и прототип
- ↑ Печатная плата
- ↑ Работа
- ↑ Файлы
- Камрад, рассмотри датагорские рекомендации
- 🌼 Полезные и проверенные железяки, можно брать
- cnc-club.ru
- Станок своими руками два шаговых или один ?
- Станок своими руками два шаговых или один ?
- Re: Станок своими руками два шаговых или один ?
- Re: Станок своими руками два шаговых или один ?
- Re: Станок своими руками два шаговых или один ?
- Re: Станок своими руками два шаговых или один ?
- Re: Станок своими руками два шаговых или один ?
- Re: Станок своими руками два шаговых или один ?
- Как собрать станок с ЧПУ своими руками
- Содержание:
- Как сделать самодельный станок с ЧПУ
- 1. Проектирование
- 2. Комплектующие для создания станка с ЧПУ
- 3. Ось Х
- 4. Боковые пластины портала
- 5. Сборка портала
- 6. Каретка оси Y
- 7. Ось Z
- 8. Зубчатые ремни и шкивы
- 9. Крепления двигателя
- 10. Подшипниковые опорные блоки
- 11. Опора для приводной гайки по оси Z
- 12. Опоры для приводных гаек по осям X и Y
- 13. Крепление двигателя оси Z
- 14. Рабочая поверхность
- 15. Электроника
- 16. Шкафчик для электроники
- 17. Программное обеспечение
- 18. Использование станка
- 3-х осевой фрезерный станок с ЧПУ
- 1. Изготовление рамы
- 2. Установка приводных винтов
- 3: Электрика
- 4. Шпиндель
- 5. Сборка завершена
- 6: Доработка для фрезерования алюминия
- 7. Выводы
- 8. Комплектующие
- 9. Программа
- 10. Апгрейд
- 11. Станок в работе
- ЧПУ-стол
- Шаг 1: подготовка
- Шаг 2: укрепление полок
- Шаг 3: отрезать лишнее
- Шаг 4: пегборд — панель для инструментов
- Шаг 5: нижние полки
- Шаг 6: верхние полки
- Шаг 7: последние штрихи
- Заключение и рекомендации
Домашний CNC. Часть 1. Драйвер шагового двигателя для мини-станка с ЧПУ

Содержание / Contents
Сразу оговорюсь — все, что здесь далее написано, лишь мои личные выводы и не претендует на абсолютную истину. Истина рождается в споре, так что если уважаемые читатели в чем-то со мной не согласны, давайте это обсудим!
Задача построения станка обычно сводится к трем подзадачам — механика, электроника, программное обеспечение. Видимо и статьи придется писать тоже три.
Поскольку у нас журнал всё-таки практической электроники, начну с электроники и чуть-чуть с механики!
↑ Привод
Нужно двигать собственно фрезер в 3-х направлениях — XYZ, значит нужно 3 привода — 3 мотора с передачей вращения вала двигателя в линейное перемещение.
О передаче…
Для фрезерного станка, где есть боковые усилия резания материала, желательно не применять ременные передачи, очень популярные в 3D принтерах. Буду применять передачу «винт-гайка». Самая бюджетная передача — обычный стальной винт и безлюфтовая, желательно бронзовая, гайка. Более правильная — винт с трапециевидной резьбой и гайка из капролона. Самая хорошая (и, увы, самая дорогая) шарико-винтовая пара, или ШВП. Об этом подробнее я еще расскажу далее…
У каждой передачи есть свой коэффициент, свой шаг — то есть насколько линейно по оси переместится фрезер за один оборот двигателя, например, на 4 мм.
↑ Двигатель (мотор)
В качестве двигателя для привода определил шаговый двигатель (ШД)
Почему шаговый? Что это вообще такое?
Двигатели есть переменного и постоянного тока, коллекторные и бесколлекторные, и так называемые «шаговые». В любом случае нам надо обеспечить какую-то точность позиционирования, например 0,01 мм. Как это сделать? Если двигатель имеет прямой привод — вал двигателя соединяют напрямую с винтом, то для обеспечения такой точности нужно повернуть его на некоторый угол. В данном случае, при шаге передачи 4 мм и желаемой точности перемещения 0,01 мм это… всего 1/400 оборота, или 360/400=0,9 градуса! Ерунда, возьмем обычный моторчик…
С «обычным» моторчиком без обратной связи никак не получится. Не вдаваясь в подробности, схема управления двигателем должна «знать», на какой угол повернулась ось. Можно конечно поставить редуктор — потеряем в скорости, и все равно без гарантии, без обратной связи вообще никак! На ось ставится датчик угла поворота. Такое решение надежное, но дорогое.
Альтернатива — шаговый двигатель (как он работает, почитайте сами). Можно считать, что за одну «команду» он повернет свою ось на определенный градус, обычно это 1,8 или 0,9 градуса (точность обычно не хуже 5%) — как раз то, что нужно. Недостаток такого решения — при большой нагрузке двигатель будет пропускать команды — «шаги» и может вообще остановиться. Вопрос решается установкой заведомо мощного двигателя. На шаговых двигателях и делается большинство любительских станочков.
↑ Выбираем шаговый двигатель
2 обмотки, с минимальным током, минимальной индуктивностью и максимальным моментом — то есть максимально мощный и экономичный двигатель.
Противоречивые требования. Малый ток — значит большое сопротивление, значит много витков провода обмотки двигателя, значит большая индуктивность. А большой момент — это большой ток и много витков. Выбираем в пользу большего тока и меньшей индуктивности. А момент надо выбирать исходя из нагрузки, но об этом потом.
Характеристики некоторых двигателей приведены в таблице:

Для небольшого станка с рабочим пространством размером 300×300х100 мм и легким фрезером вполне сгодятся двигатели с крутящим моментом 0,3Нм и выше. Оптимальным является ток от 1,5 до 2,5 Ампер , вполне подойдет FL42STH38-1684
↑ Драйвер шагового двигателя
Двигатель есть. Теперь нужен драйвер — переключать напряжение на обмотках двигателя определенным образом, при этом не превышая установленный ток.
Самое простое решение — источник заданного тока и две пары транзисторных ключей на каждую обмотку. И четыре защитных диода. И логическая схема чтобы менять направление. И… Такое решение обычно делают на микросхеме ULN2003A для двигателей с малым током, имеет много недостатков, не буду на них останавливаться.
Альтернатива — специализированные микросхемы «всё в одном» — с логикой, транзисторами и диодами защиты внутри (или снаружи). А еще такие микросхемы контролируют ток обмоток и регулируют его с помощью ШИМ-а, а так же могут реализовывать режим «полушаг», а некоторые режимы 1/4 шага, и 1/8 шага и т. д. Эти режимы позволяют повысить точность позиционирования, повысить плавность движения и снизить резонанс. Обычно достаточно режима «полушаг», что позволит повысить теоретическую точность линейного позиционирования (в моем примере до 0,005 мм).
Что внутри микросхемы драйвера шагового двигателя? Блок логики и управления, источники питания, ШИМ со схемами формирования момента и времени коммутации обмоток, выходные ключи на полевых транзисторах, компараторы обратной связи — ток контролируется по падению напряжения на резисторах (Rs) в цепи питания обмоток. Ток двигателя задается опорным напряжением.
Для реализации этих функций существуют и другие схемные решения, например, с использованием микроконтроллеров PIC или ATMEGA (опять же с внешними транзисторами и защитными диодами). На мой взгляд, они не обладают значительным преимуществом перед «готовыми» микросхемами и я их в данном проекте использовать не буду.
↑ Богатство выбора

Из готовых — наиболее распространённые и недорогие драйверы на микросхемах Allegro A4988 (до 2А), Texas Instruments DRV8825 (до 2,5А).
Поскольку модули изначально разрабатывались для использования в 3D принтерах типа Rep-rap проекта Arduino, они не являются законченными модулями (например, им нужно еще питание логики (+5V), которое подается с так называемой рампы (Ramp).
Еще есть решения на DRV8811 (до 1,9 А), A3982 (до 2 А), A3977 (до 2,5 А), DRV8818 (до 2,5 А) DRV8825 (до 2,5 А), Toshiba TB6560 (до 3 А) и другие.
Поскольку мне интересно что-то сделать самому, плюс появилась возможность «попробовать на вкус» микросхемы Allegro A3982 и A3977, решил сделать пару драйверов самостоятельно.
Готовые решения на A4988 не понравились, прежде всего, из-за миниатюризации размеров печатной платы в ущерб хорошему охлаждению. Типовое сопротивление открытых транзисторов у A4388 при токе 1,5А 0,32+0,43 Ом, плюс 0,1-0,22 Ома «измерительный» резистор — получается около 0,85 Ом. А таких каналов два, и хотя и работают они импульсно, но 2-3 Ватта тепла надо рассеивать. Ну не верю я в многослойную плату и малюсенький радиатор охлаждения — в даташите нарисована плата гораздо больших размеров.
Провода мотора нужно сделать короткими, драйвер устанавливать рядом с двигателем. Существует 2 технических решения в звукотехнике: длинный сигнальный кабель к усилителю + короткие провода к акустической системе, или короткий сигнальный кабель к усилителю + длинные провода, а акустической системе. Оба решения имеют свои плюсы и минусы. С моторами — так же. Я выбрал длинные провода управления и короткие провода к мотору.
Управляющие сигналы — «шаг» (step), «направление» (dir), «включение» (enable), индикация состояния сигналов управления. Некоторые схемы не используют сигнал «Enable», но это приводит в режиме простоя к ненужному нагреву и микросхемы и двигателя.
Одно питание 12-24 вольта, источник питания логики (+5B) — на плате. Размеры платы — достаточные для хорошего охлаждения, двухсторонняя печать с большой областью «меди», возможность приклеить на микросхему радиатор (применяемой для охлаждения памяти видеокарт).
↑ Драйвер ШД на микросхеме Allegro A3982

Напряжение питание силовое: 8…35 В Напряжение питание логики: 3,3…5 В Выходной ток (максимальный, зависит от режима и охлаждения): ±2 А Типовое сопротивление открытых транзисторов (при токе 1,5А): 0,33+0,37 Ом
↑ Драйвер ШД на микросхеме Allegro A3977

Напряжение питание силовое: 8…35 В Напряжение питание логики: 3,3…5 В Выходной ток (максимальный, зависит от режима и охлаждения): ±2,5 А Типовое сопротивление открытых транзисторов (при токе 2,5А): 0,33+0,45 Ом
↑ Схема и прототип


Проектировал в среде DipTrace. Драйвер A3982 включен по схеме из документации производителя. Включен режим «полушаг». Дополнительно для надежной работы сигналов управления и индикации применил микросхему логики 74НС14 (с триггерами Шмитта). Можно было сделать гальвано-развязку на оптронах, но для маленького станка я решил ее не делать. Схема на A3977 отличается только дополнительными джамперами режима шага и более мощным разъемом питания, пока в «железе» не реализована.
↑ Печатная плата


↑ Работа

Температуру корпуса микросхемы мерил пирометром — без радиатора она достигала 90-95 градусов (при токе обмоток 1,6А) — мне это не понравилось. С радиатором — 55-60 градусов — куда лучше! Вообще плата вся теплая — около 35 градусов.
Спасибо за внимание!
Продолжение следует…
↑ Файлы
В архиве схема и плата в формате DipTrace
▼ a3982.7z 44,22 Kb ⇣ 76
Даташит на микросхему Allegro A3982
▼ a3982.pdf 303,14 Kb ⇣ 60
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
Источник
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Станок своими руками два шаговых или один ?
Станок своими руками два шаговых или один ?
Сообщение Pijama2014 » 16 фев 2015, 18:23
Суть простая, решил озадачиться и собрать станочек, размером 600х900 рабочее поле, проектирую в инвенторе. И буквально на начальном этапе накопилось маленько вопросов, хотелось бы получить ответы, за что буду примного благодарен.
1. Необходим ли второй шаговый двигатель на ось, чтобы исключить возможные перекосы или при таком размере рабочего поля достаточно одного?
2. Если хватит одного шагового, то какой ? на сайте http://darxton.ru/ выбрал ST57-76, планируется обработка до алюминия, наверное самый жесткий материал будет.
3. Еще есть на работе «матерые фрезеровщики», которые говорят прячь шаговый в станину, и делай передачу через ремни, на сколько это будет эффективно ?
4. Есть ли какието рекомендации по подбору ШВП, я собираюсь ставить 16мм в диаметре, но муфта заточена под 12мм, не знаю пока другую не нашел, как с этим быть ?
Прилагаю начало проектирования фоткой

Re: Станок своими руками два шаговых или один ?
Сообщение crazydnb » 17 фев 2015, 00:57
Re: Станок своими руками два шаговых или один ?
Сообщение crazydnb » 17 фев 2015, 01:12
Re: Станок своими руками два шаговых или один ?
Сообщение TAV » 17 фев 2015, 03:34
Re: Станок своими руками два шаговых или один ?
Сообщение Pijama2014 » 17 фев 2015, 06:49
Спасибо за ответы, хочется подвести итог, то есть получается, если я оставляю цилиндрические рельсы, то надо ставить второй мотор, если я выбираю профильные направляющие то ШВП ставим один и соответственно один мотор.
Тогда может подскажете если винт 16мм, я собираюсь покупать, его надо будет растачивать под муфту ? или как это происходит ?
И еще, с ременной передачей, насколько реально такая передача может ШВП вращать, кроме того как подобрать правильно ШКИВ ?

Re: Станок своими руками два шаговых или один ?
Сообщение tesny » 17 фев 2015, 07:55
Не надо. Не надо ставить второй мотор. Вот станок, сделанный когда я работал на сборке станков, с размером 1200х800 с одним мотором.
https://www.youtube.com/watch?v=PT3yGAIRETg
ШВП можно купить с обработкой концов, но лучше это сделать по месту. Я сам точил.
Re: Станок своими руками два шаговых или один ?
Сообщение Pijama2014 » 17 фев 2015, 10:48
Посмотрел видео и появился опять ряд вопросов, несущая рама это конструкционный профиль 60х60мм и алюминий 10мм, так вот на сколько есть смысл оставлять профиль таких параметров или увеличить, чтобы избежать «провисания», я понимаю, что это относительно т.к. вес портала еще не известен и будет ли уместно крепление не только через болты в пластину алюминия но еще и продублировать шпилькой на всю длину внутри самого профиля?
Второе у меня заложены цилиндрические рельсы диаметром 20мм и на на одну «садится» каретка длинной 96мм, достаточно ли будет одной или лучше сделать две на цилиндрический вал, но меньшей длины.
И еще подобрал ШВП 16мм в диаметре и шагом 5, так вот будет ли его достаточно или увеличить в диаметре ?
tesny писал(а): Не надо. Не надо ставить второй мотор. Вот станок, сделанный когда я работал на сборке станков, с размером 1200х800 с одним мотором.
https://www.youtube.com/watch?v=PT3yGAIRETg
ШВП можно купить с обработкой концов, но лучше это сделать по месту. Я сам точил.
Источник
Как собрать станок с ЧПУ своими руками
В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В первом случае к покупным комплектующим добавлялись самодельные детали, сделанные на токарном станке, во втором проекте автор обошелся готовыми частями, третий — бонус, изготовление функционального стола для станка, совмещенного с полками для хранения материалов и инструментов.
Содержание:
Как сделать самодельный станок с ЧПУ

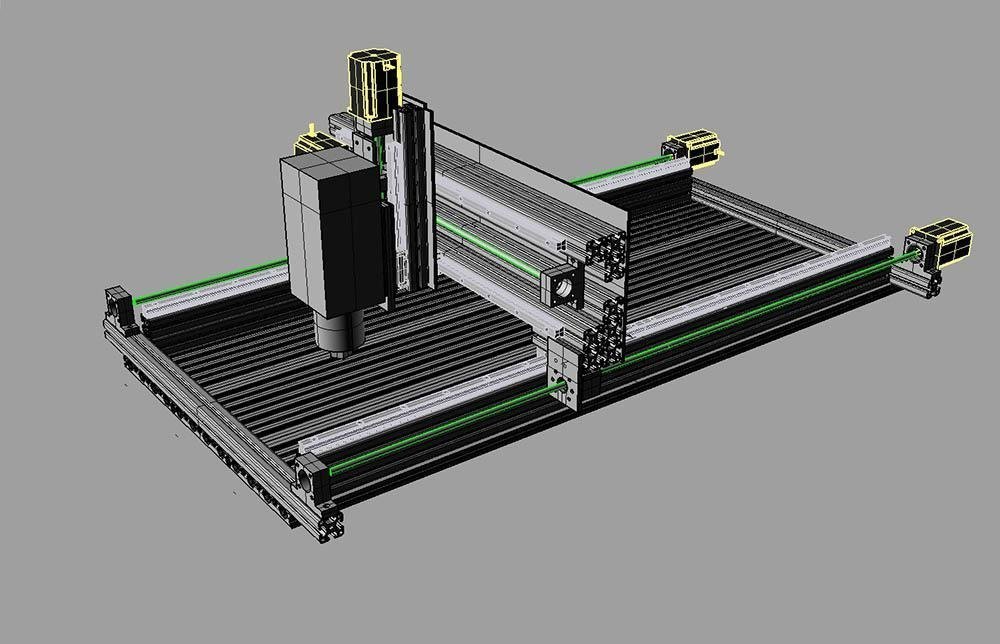
Автор проекта Benne подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup, довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.
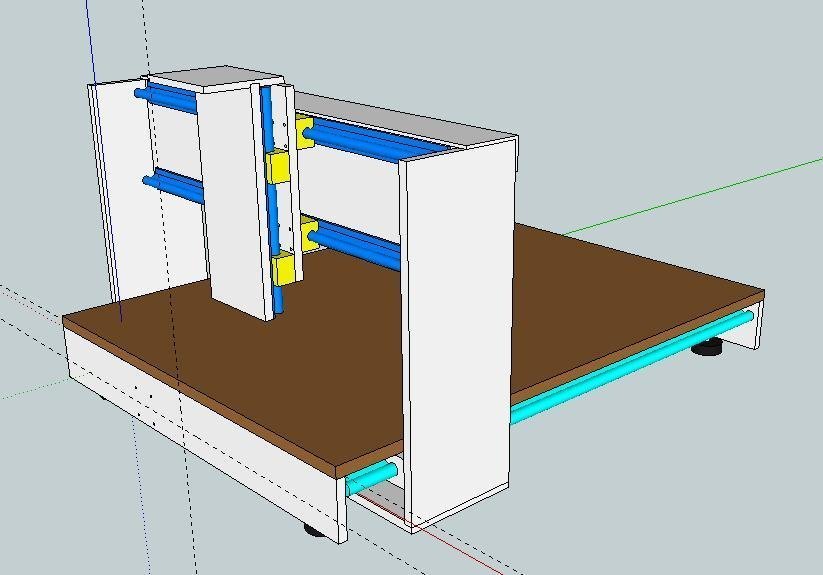
Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.
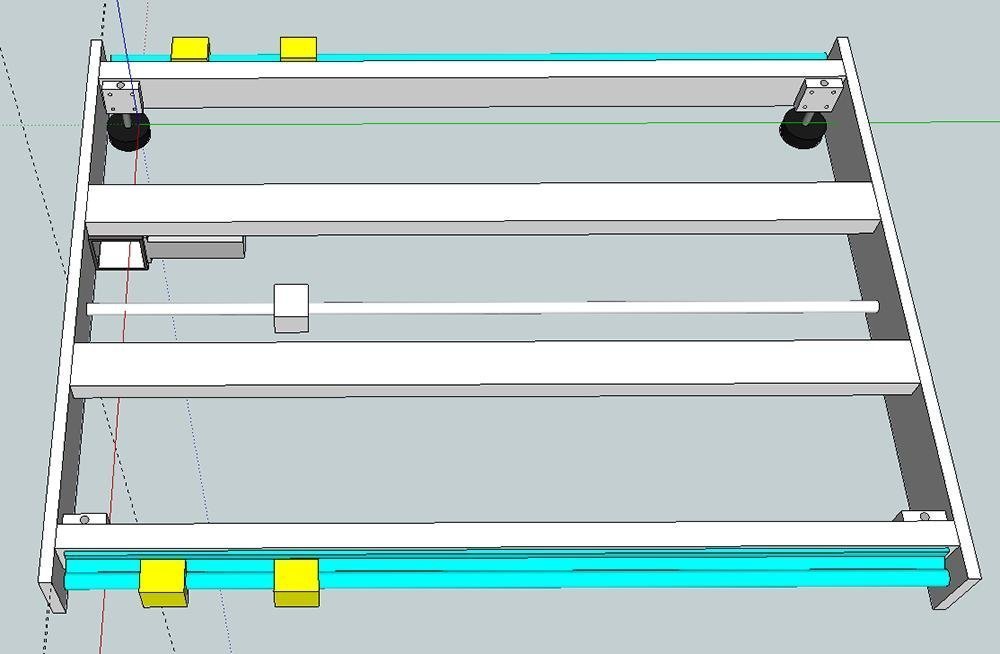
Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
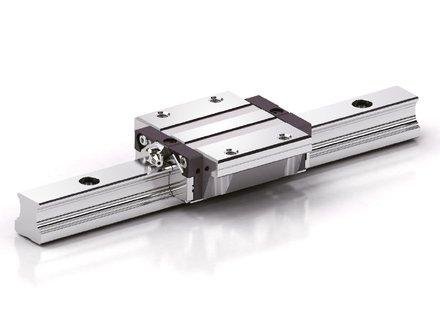
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ

Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
- CAD/CAM-программа CamBam;
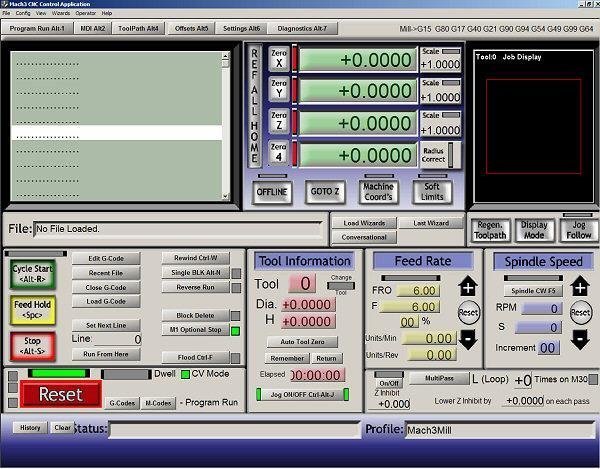
- программа для управления станком с ЧПУ Mach3
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.

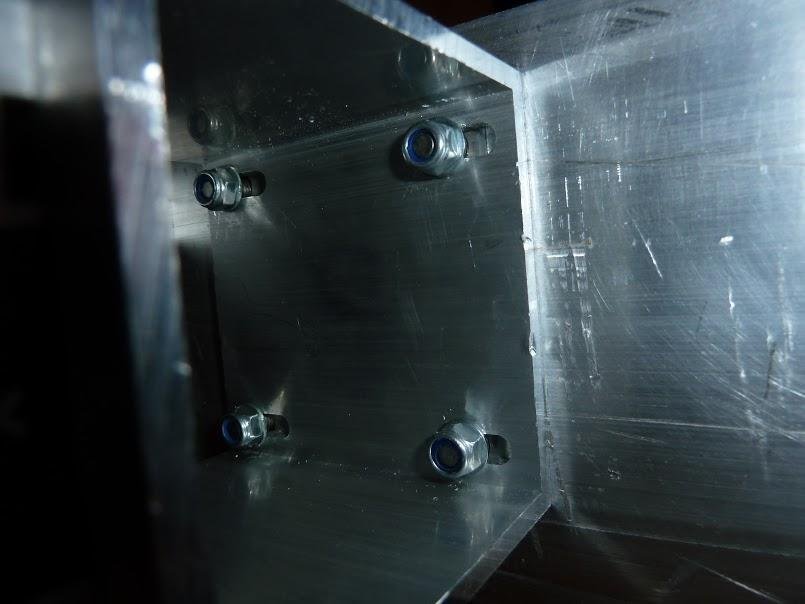
4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала

Портал собран и установлен
Остальная часть портала выполнена так же, как и боковые части. Самым сложным было правильно выровнять линейные рельсы, которые должны были совпасть с краем пластины. При маркировке точного расположения отверстий автор прижал два куска алюминиевых профилей к боковым сторонам пластины, чтобы выровнять направляющие. В просверленных отверстиях нарезана резьба М5. При креплении направляющих к порталу необходимо убедиться, что расстояние между направляющими по всей длине одинаково, направляющие должны быть параллельны.

Линейные подшипники прикреплены к боковой стенке портала.
Несколько угловых скоб придают дополнительную жесткость конструкции.
В пластине на нижней части портала просверлено 6 отверстий, чтобы прикрепить ее к боковым пластинам. В середине пришлось просверлить два отверстия для крепления держателя гайки.
6. Каретка оси Y

Каретка оси Y состоит из одной пластины, к которой прикреплены линейные подшипники. Сверлить отверстия было довольно просто, но требовалась высокая точность. К этой пластине прикреплены подшипники как для оси Y, так и для оси Z. Поскольку линейные подшипники расположены близко друг к другу, даже малейшее смещение вызывает их заедание. Каретка должна легко скользить с одной стороны на другую. Рельсы и подшипники необходимо отрегулировать. Для выравнивания применялись высокоточные цифровые приборы. Когда было сделано крепление гайки привода для оси Y, потребовалось просверлить два дополнительных отверстия в пластине, чтобы прикрепить ее.
7. Ось Z
Линейные направляющие (рельсы) оси Z прикрепляются к подвижной части узла оси Z. Рельсы нужно было сместить на несколько миллиметров от края пластины. Для их выравнивания два куска пластика нужной толщины использовались в качестве прокладок. Было точно известно, что края алюминиевой пластины параллельны, поэтому между алюминиевыми бортиками, прикрепленными к краю пластины, и рельсами автор вставил куски пластика, отодвинув рельсы на нужное одинаковое расстояние, затем наметил места отверстий, просверлил их и нарезал внутреннюю резьбу.
Чтобы установить верхнюю пластину на узел оси Z, просверлены три отверстия в конце монтажной пластины. Не получилось прикрепить шаговый двигатель непосредственно к пластине, так что пришлось сделать отдельное крепление для двигателя из пластика (см. пункт 12).
Из того же пластика сделаны два блока корпусов подшипников. Приводной винт представляет собой стальной стержень с резьбой M10. Шкив для зубчатого ремня просверлен, нарезана резьба М10, и он просто прикручен к верхней части приводного винта. Он удерживается на месте тремя установочными винтами. Приводная гайка из делрина крепится к каретке оси Y.

Приводная гайка из делрина крепится к каретке оси Y.
Крепление шпинделя было заказано заранее, оно имеет зажимное кольцо 43 мм, которое подходит к используемому в проекте Kress.
Если вы хотите использовать шпиндель с водяным охлаждением, то в его комплектацию часто входит готовое крепление. Вы также можете приобрести крепления отдельно, если хотите использовать Dewalt или Bosch с цилиндрическим корпусом, или напечатать их на 3D-принтере.
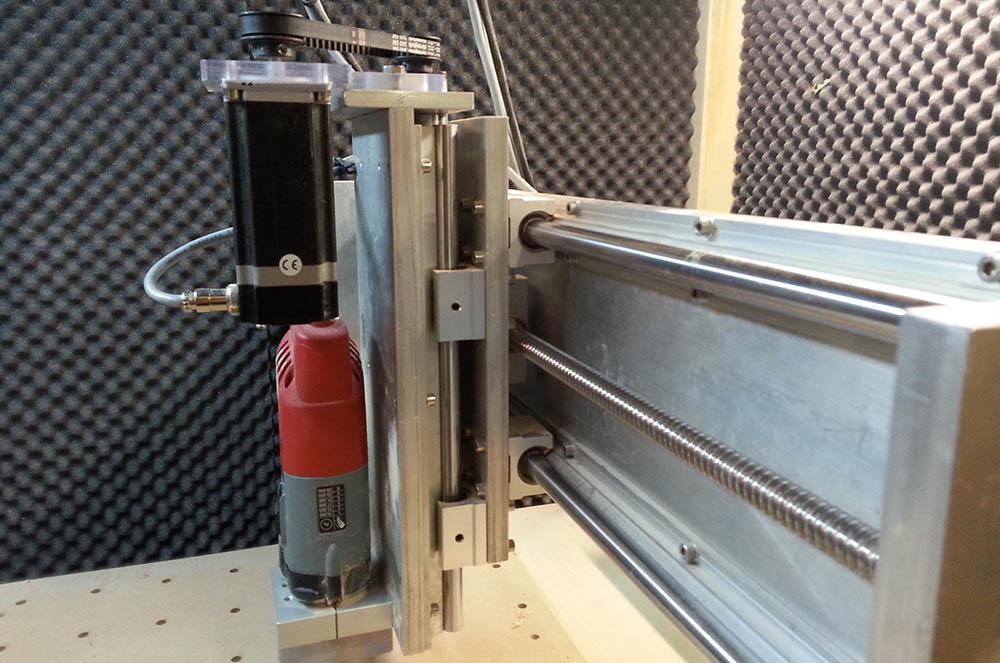
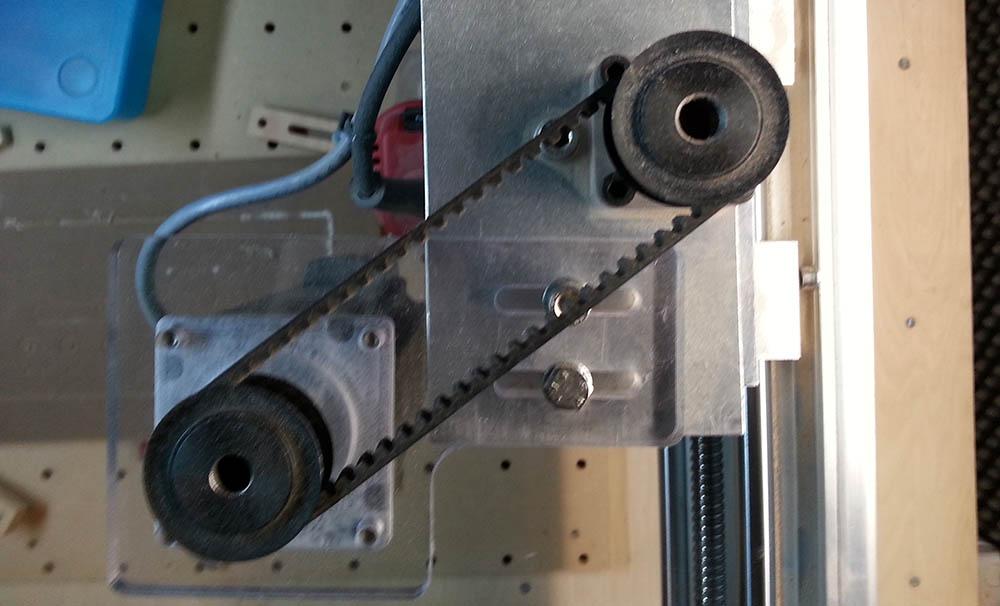
8. Зубчатые ремни и шкивы

Часто двигатели крепятся на внешней стороне станка или на отдельной стойке. В таком случае двигатели можно соединить непосредственно с ШВП с помощью гибкой муфты. Но, поскольку станок размещается в маленьком помещении, вынесенные наружу двигатели мешали бы.
Вот почему моторы размещены внутри машины. Напрямую соединить двигатели с ШВП было нельзя, так что пришлось использовать зубчатые ремни HTD5m шириной 9 мм и шкивы.
При использовании ременной передачи, для подключения двигателя к приводному винту вы можете использовать понижающую передачу, что позволит использовать меньшие двигатели и при этом получать тот же крутящий момент, но меньшую скорость. Поскольку моторы были выбраны довольно большие, не требовалось снижения передачи ради получения большей мощности.
9. Крепления двигателя
Опоры двигателя изготовлены из кусков алюминиевых трубок квадратного сечения, нарезанных по заказу до нужной длины. Также можно взять стальную трубку и нарезать квадратные кусочки из нее. Крепления двигателя для осей X и Y должны иметь возможность выдвигаться и задвигаться, чтобы натянуть зубчатые ремни. На токарном станке были сделаны прорези и просверлено большое отверстие на одной стороне крепления, но вы также можете сделать это на сверлильном станке.
Большое отверстие с одной стороны крепления выпилено концевой пилой. Это позволяет двигателю сидеть на одном уровне с поверхностью, а также обеспечивает центрирование вала. Мотор крепится болтами М5. На другой стороне крепления сделаны четыре слота, чтобы двигатель мог скользить взад и вперед.
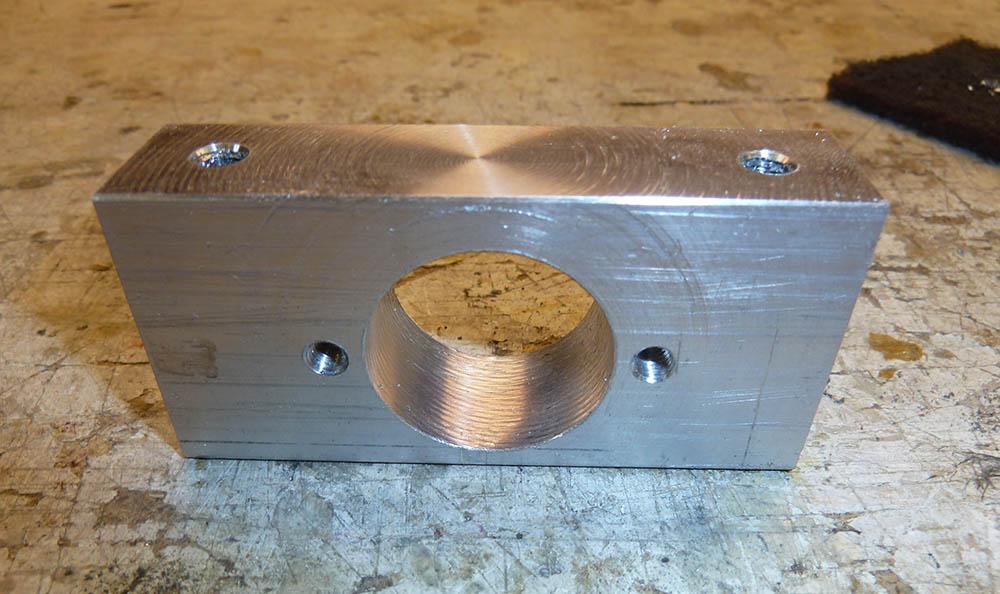
10. Подшипниковые опорные блоки

Опорные блоки для осей X и Y изготовлены из 50-миллиметрового алюминиевого прутка круглого сечения — от него отрезаны четыре кусочка толщиной 15 мм каждый. После маркировки и сверления четырех монтажных отверстий, высверлено большое отверстие в центре заготовки. Затем была сделана полость для подшипников. Подшипники должны быть запрессованы, а блоки закреплены болтами на торцевых и боковых пластинах.
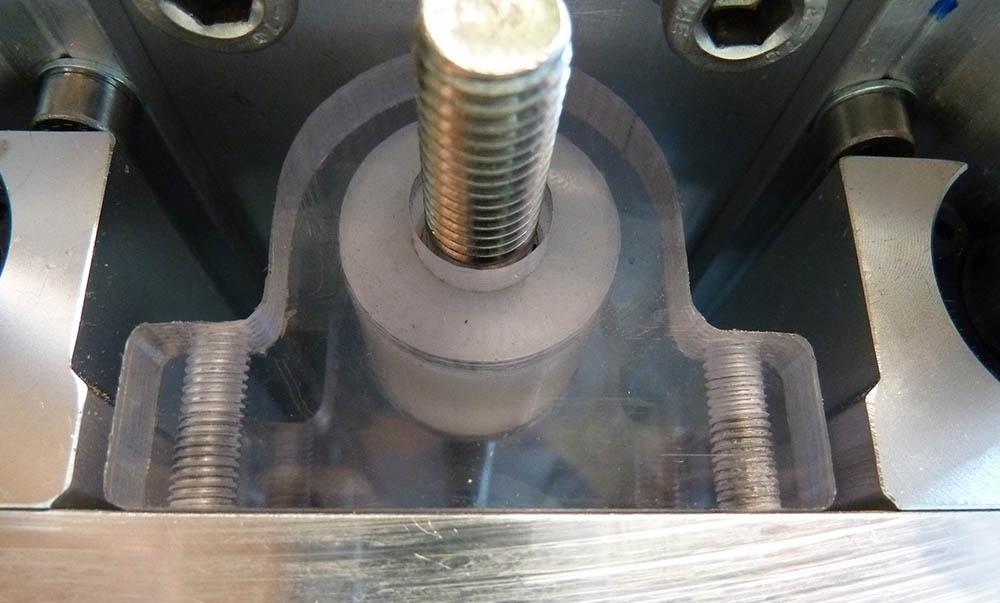
11. Опора для приводной гайки по оси Z

Вместо ШВП для оси Z использовался стержень с резьбой M10 и самодельная гайка из кусочка делрина. Полиформальдегид делрин хорошо подходит для этой цели, потому что он самосмазывающийся и не изнашивается со временем. Если использовать для резьбы метчик хорошего качества, люфт будет минимальным.
12. Опоры для приводных гаек по осям X и Y
Для осей X и Y сделано крепление привода из алюминия. Гайки шарико-винтовой передачи имеют два небольших фланца с тремя отверстиями на каждой стороне. По одному отверстию с каждой стороны использовано для крепления гайки к держателю. Держатель обработан на токарном станке с большой точностью. После того, как вы прикрепили гайки к порталу и каретке оси Y, вы сможете попробовать переместить эти детали с одной стороны на другую, поворачивая ШВП вручную. Если размеры держателей неправильные, гайку заклинит.
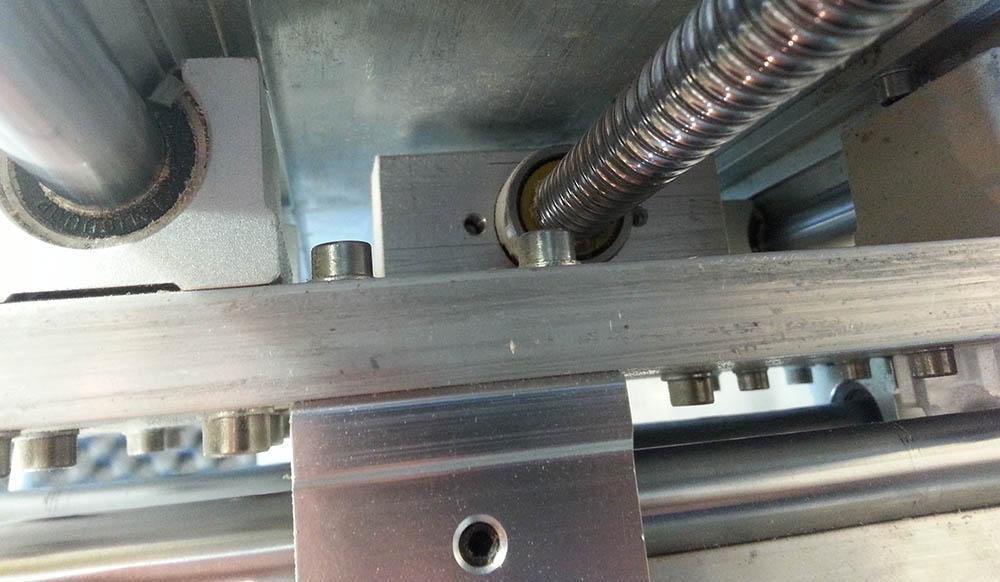
Крепление оси Y.
13. Крепление двигателя оси Z
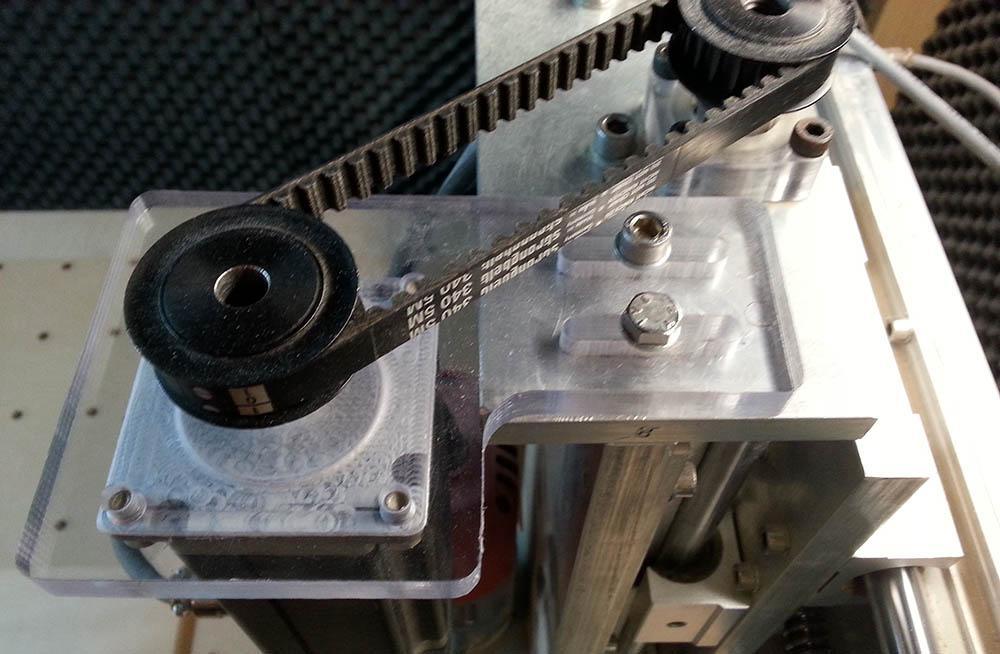
Крепление двигателя оси Z отличается от остальных. Оно вырезано из 12-миллиметрового акрила. Натяжение ремня можно отрегулировать, ослабив два болта сверху и сдвинув весь узел крепления двигателя. На данный момент акриловое крепление прекрасно работает, но в будущем есть мысль заменить его на алюминиевое, потому что при натяжении ремня акриловая пластина слегка сгибается.
14. Рабочая поверхность

Лучше всего подошел бы алюминиевый стол с Т-образными пазами, но это дорого. Автор проекта решил использовать перфорированную столешницу, потому что она укладывается в бюджет и дает много вариантов зажима обрабатываемой детали.
Стол сделан из куска березовой фанеры толщиной 18 мм и прикреплен, с помощью болтов М5 и гаек с Т-образными пазами, к алюминиевым профилям. Было куплено 150 шестигранных гаек М8. С помощью программы CAD была нарисована сетка с шестиугольными вырезами под эти гайки. Затем станок с ЧПУ вырезал все эти отверстия для гаек.
Поверх куска березовой фанеры был установлен кусок МДФ толщиной 25 мм. Это заменяемая поверхность. Чтобы прорезать отверстия в обеих частях использовалась большая фасонная фреза. Отверстия в МДФ выровнены точно с центром шестиугольных отверстий, вырезанных ранее. Затем кусок МДФ был снят и все гайки установлены в отверстия фанеры. Отверстия были немного меньше гаек, поэтому гайки забивались в них молотком. По завершении МДФ вернулась обратно на место.

Поверхность стола параллельна осям X и Y и совершенно плоская.
15. Электроника

Использованы следующие компоненты:
- Основной источник питания с выходным напряжение 48V DC и выходным током 6,6 A;
- 3 драйвера шагового двигателя Leadshine M542 V2.0;
- 3 шаговых двигателя 3Nm hybrid Nema 23;
- интерфейсная плата;
- реле — 4-32V DC, 25A/230 V AC;
- главный выключатель;
- блок питания для интерфейсной платы 5V DC;
- блок питания для вентиляторов охлаждения 12V DC;
- 2 вентилятора Cooler Master Sleeve Bearing 80mm;
- 2 розетки — для шпинделя и пылесоса;
- кнопка аварийного отключения и концевые выключатели (до сих пор не установлены).
Если вы не хотите тратить много денег на покупку оборудования порознь, можно купить сразу комплектом. Перед заказом следует подумать о том, какого размера шаговые двигатели вам нужны. Если вы строите небольшую машину для резки дерева и пластика, то шаговые двигатели Nema 23, 1.9Nm дадут достаточно мощности. Здесь выбраны двигатели 3Nm, потому что сама машина довольно большая и тяжелая, и планировалась также обработка материалов типа алюминия.
Для небольших двигателей можно брать плату на три двигателя, но лучше использовать отдельные драйверы. Индивидуальные драйверы Leadshine имеют микрошаговый режим, так достигается максимальная плавность движения и снижается вибрация шагового двигателя. Драйверы в этом проекте могут выдерживать максимум 4,2 А и до 125 микрошагов.
Источник постоянного напряжения 5 В подключен к основному входу питания. Для вентиляторов установлена электрическая розетка внутри шкафчика, так что для их питания используется стандартный 12-вольтовый настенный адаптер. Основное питание включается и выключается большим выключателем.
Реле на 25А управляется компьютером через прерыватель. Входные клеммы реле подключены к выходным клеммам прерывателя. Реле подключено к двум электрическим розеткам, которые питают Kress и пылесос для всасывания стружки. Когда G-код заканчивается командой M05, автоматически выключаются и пылесос, и шпиндель. Чтобы включить их, вы можете нажать F5 или использовать команду G-кода M03.
16. Шкафчик для электроники
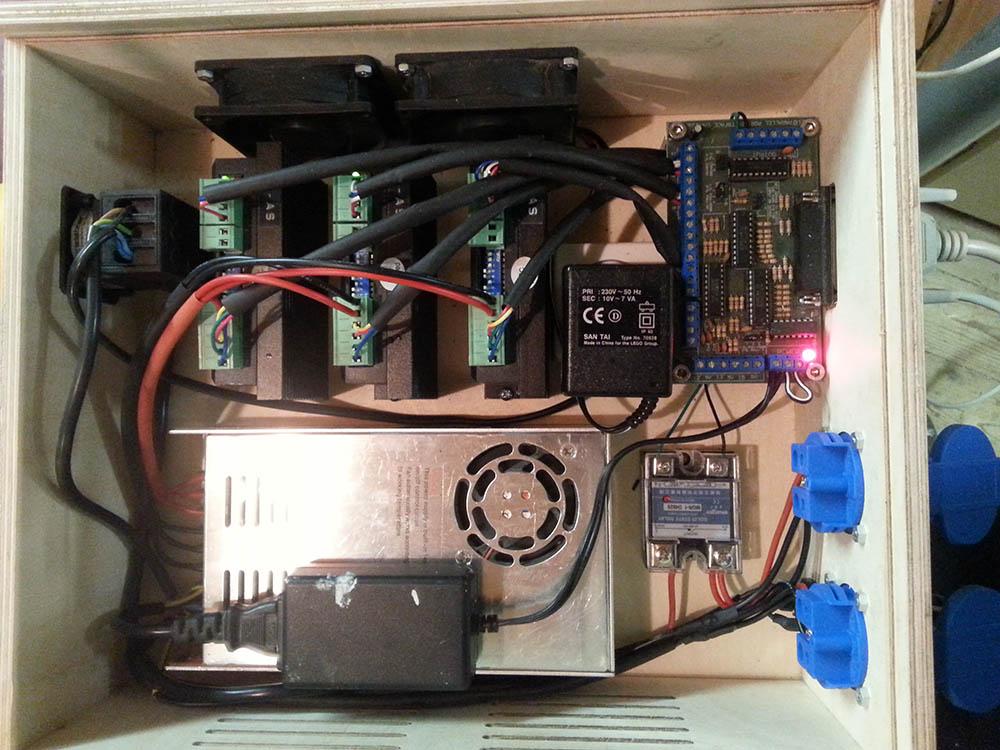
Для электрооборудования нужен хороший шкафчик. Автор нарисовал приблизительные размеры и места для всех компонентов на листе бумаги, пытаясь расположить их так, чтобы легко добираться до всех клемм при подключении проводов. Также важно, чтобы через шкафчик шел достаточный поток воздуха, поскольку шаговые контроллеры могут сильно нагреваться.
По замыслу, все кабели должны были подключаться в задней части корпуса. Использовались специальные 4-х проводные разъемы, чтобы была возможность отсоединить электронику от машины, не отсоединяя ни одной из клемм провода. Предусматривались две розетки для подачи питания на шпиндель и пылесос. Розетки питания подключены к реле для автоматического включения и выключения шпинделя по командам Mach3. На передней части шкафчика должен был стоять большой выключатель.

Детали для шкафа вырезаны на самом станке с ЧПУ
Далее, после приблизительной раскладки деталей, в программе CAD были спроектированы части корпуса. Затем, на самом станке, уже собранном, вырезаны все стороны и основание. Сверху шкафчика крышка, с куском оргстекла посередине. После сборки внутрь были установлены все компоненты.
17. Программное обеспечение
Для управления станком с ЧПУ необходимо три типа программного обеспечения.
- Программа САПР для создания чертежей.
- CAM-программа для создания траекторий инструмента и вывода G-кода.
- И программа контроллера, которая читает G-код и управляет маршрутизатором.
В данном проекте используется простая программа CamBam. Она имеет базовые функции САПР и пригодна для большинства DIY-проектов. Одновременно это CAM-программа. Прежде, чем CamBam сможет создать траектории, нужно установить несколько параметров. Примеры параметров: диаметр используемого инструмента, глубина резания, глубина за один проход, скорость резания и т. п. После создания траектории вы можете вывести G-код, который сообщает машине что делать.
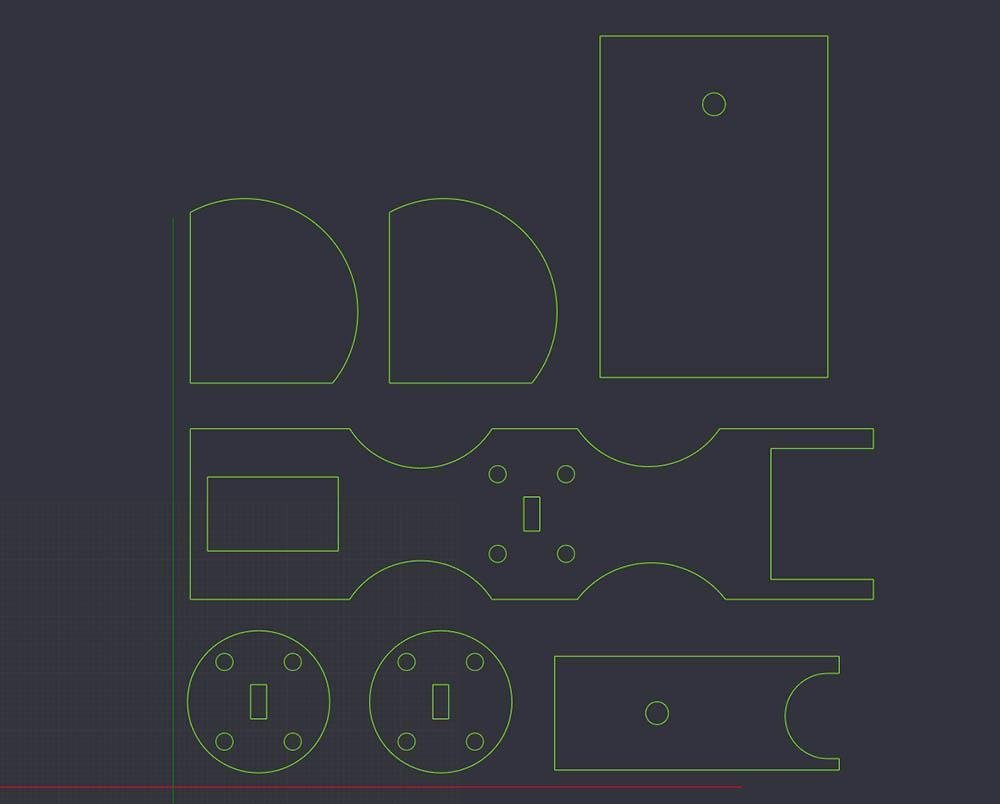
Рисунок, созданный в CamBam
Для программного обеспечения контроллера используется Mach3. Mach3 передает сигналы через параллельный порт компьютера на интерфейсную плату. Команды Mach3 обнуляют режущий инструмент и запускают программы резки. Вы также можете использовать ее для управления скоростью шпинделя и скоростью резания. Mach3 имеет несколько встроенных мастеров, которые вы можете использовать для вывода простых файлов с G-кодами.
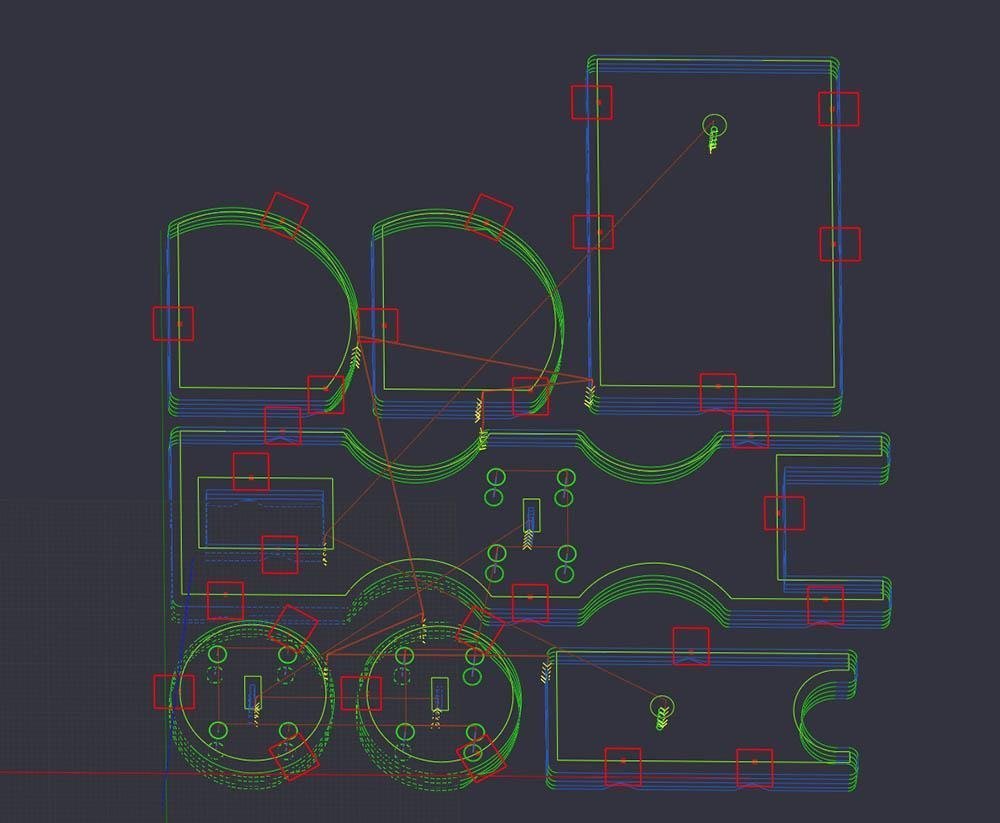
Траектория для инструмента, созданная CamBam
18. Использование станка

Первыми были изготовлены несколько зажимов для крепления обрабатываемых материалов к рабочему столу. А первым «большим» проектом стал шкафчик для электроники (пункт 15).

В качестве первых образцов были сделаны несколько различных типов шестеренок, коробочки для гитарных медиаторов.


Выяснилось, что станок с ЧПУ производит кучу пыли и сильно шумит. Для решения проблемы с пылью сделан пылеуловитель, к которому можно прикрепить пылесос.
3-х осевой фрезерный станок с ЧПУ
Без фрезера с ЧПУ многие проекты так и останутся нереализованными. Автор пришел к выводу, что все станки дешевле 2000 евро не могут дать тот размер рабочей поверхности и ту точность, которые ему нужны.
- рабочая область 900 x 400 x 120 мм;
- относительно негромкий шпиндель, гарантирующий высокую мощность на низких оборотах;
- жесткость, как можно больше (для обработки алюминиевых деталей);
- высокая степень точности;
- интерфейс USB;
- стоимость менее 2000 евро.
Эти требования были учтены при трехмерном проектировании. Основное внимание уделялось тому, чтобы все части подходили одна к другой.
В результате было принято решение построить фрезер с рамой из алюминиевого профиля, 15-миллиметровыми шарико-винтовыми передачами и шаговыми двигателями NEMA 23, с рабочим током 3А, которые отлично подходят к готовой системе крепления.
Все части идеально сочетаются, и нет нужды изготавливать дополнительно специальные детали.
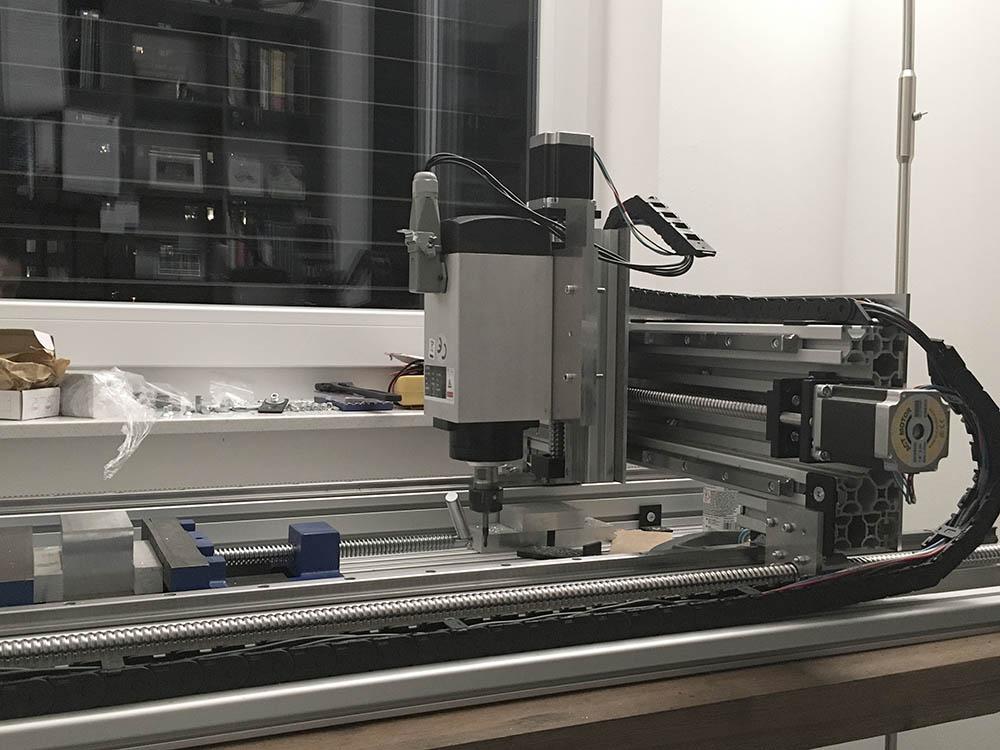
1. Изготовление рамы

Ось Х была собрана за считанные минуты.
Линейные направляющие серии HRC — очень качественные, и сразу после установки понятно, что они будут работать отлично.
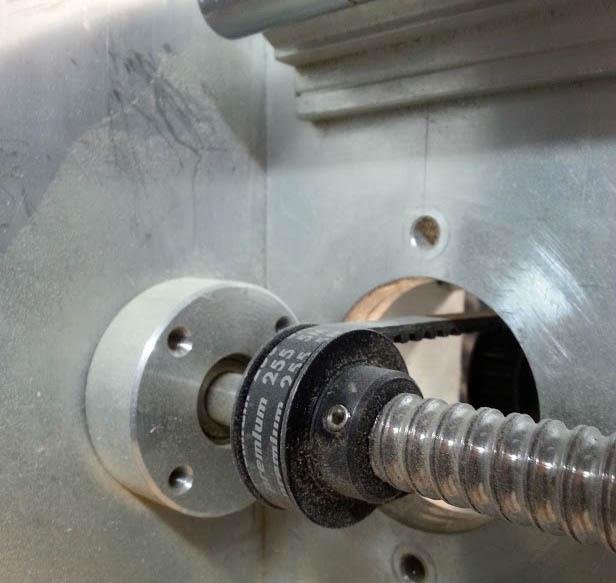
Затем возникла первая проблема: приводные винты не входят в подшипниковые опоры. Поэтому решено было охладить винты сухим льдом, чтобы размеры уменьшились.
2. Установка приводных винтов

После того, как концы винтов охладили с помощью льда, они идеально вписались в держатели.
3: Электрика
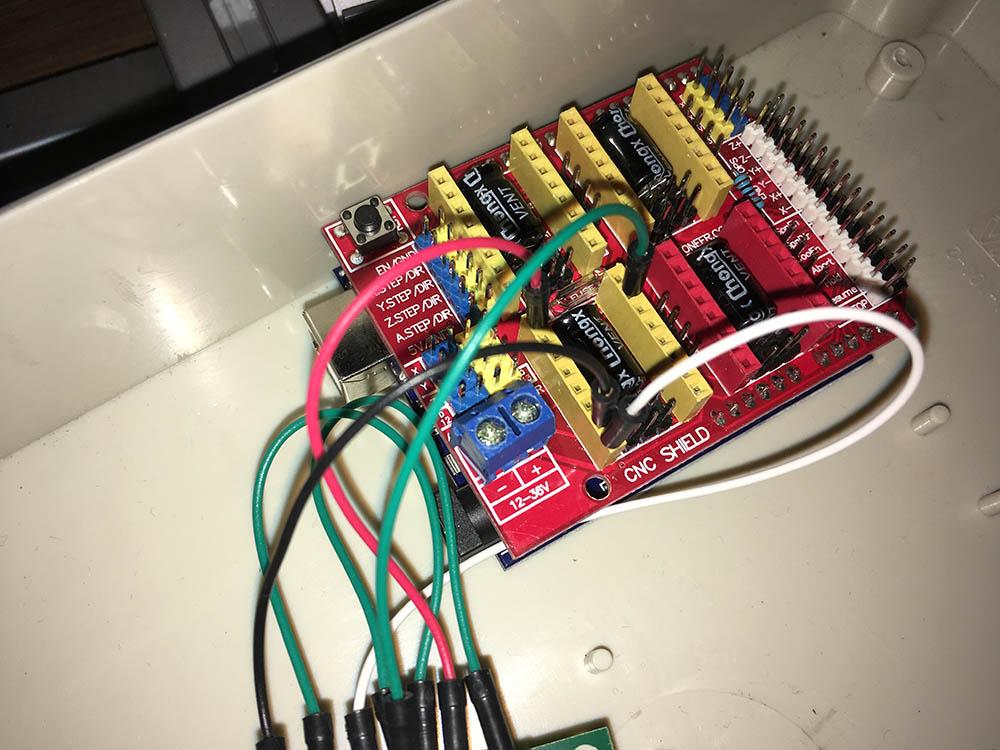
Сборка механической части закончена, теперь очередь за электрическими составляющими.
Поскольку автор хорошо знал Arduino и хотел обеспечить полное управление через USB, выбор пал на Arduino Uno с расширительное платой CNC Shield и драйверы шагового двигателя DRV8825. Установка прошла совсем нетрудно, и после настройки параметров станок стала управляться с ПК.
Но так как DRV8825 работает в основном при 1,9 А и 36 В (и сильно нагревается), происходит пропуск шага из-за слишком малой мощности. Длительное фрезерование при большой температуре вряд ли пошло бы хорошо.
Следующими были дешевые драйверы Tb6560, подключенные к плате расширения. Номинальное напряжение оказались не слишком подходящим для этой платы. Была попытка использовать источник питания на 36 В.
В результате два драйвера работают нормально, третий не выдерживает более высокого напряжения и крутит ротор шагового двигателя только в одном направлении.
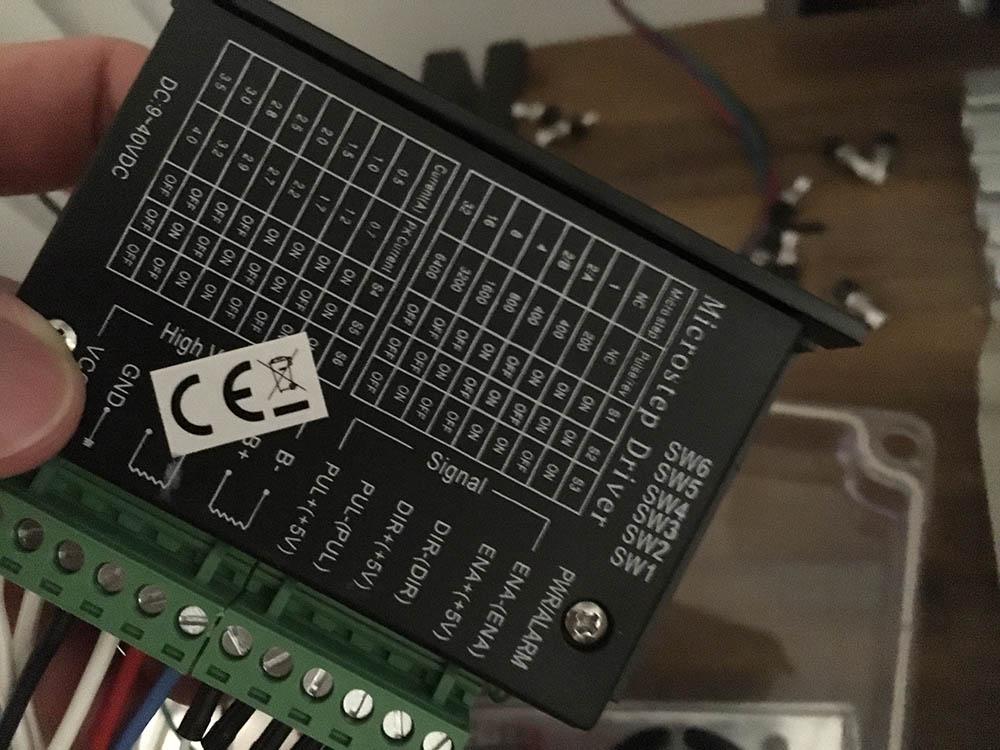
Снова пришлось менять драйвер.
Хорошо подошел tbV6600. Он почти целиком закрыт алюминиевым радиатором и прост в настройке. Теперь шаговые двигатели по осям X и Y работают с током 2,2 А, а по оси Z с 2,7А.
Требовалось защитить блок питания шаговых двигателей и преобразователь частоты от мелкой алюминиевой стружки. Существует множество решений, когда преобразователь выносится довольно далеко от фрезерного станка. Основная проблема в том, что эти устройства выделяют много тепла и требуют активного охлаждения. Было найдено оригинальное решение: использовать кусочки от колготок длиной по 30 см качестве защитного рукава, дешево и сердито, и обеспечивает достаточный поток воздуха.
4. Шпиндель

Выбрать подходящий шпиндель непросто. Сначала была идея использовать стандартный шпиндель Kress1050, но у него всего 1050 Вт на скорости 21000 об/мин, так что не приходилось ожидать большой мощности на более низких скоростях.
Для сухого фрезерования алюминия и стальных деталей требуется 6000–12000 об/мин. Был куплен трехкиловатный шпиндель VFD с инвертором, с доставкой из Китая он обошелся в 335 евро.
Это довольно мощный и простой в установке шпиндель. Он тяжелый — вес 9 кг, но крепкая рама выдерживает его тяжесть.
5. Сборка завершена

Станок хорошо справляется с работой, пришлось повозиться с драйверами шаговых двигателей, но в целом результат удовлетворительный. Потрачено 1500 евро, и построен станок, который точно отвечает потребностям создателя.
Первым фрезерным проектом была фигурная выемка, вырезанная в полиформальдегиде POM.
6: Доработка для фрезерования алюминия

Уже при обработке POM было видно, что крутящий момент на Y-опоре великоват, и станок изгибается при высоких нагрузках по оси Y, поэтому автор приобрел вторую направляющую и соответственно модернизировал портал.
После этого все нормализовалось. Доработка обошлась в 120 евро.
Теперь можно и алюминий фрезеровать. Из сплава AlMg4,5Mn получались очень достойные результаты без какого-либо охлаждения.
7. Выводы
Чтобы создать собственный станок с ЧПУ, не требуется быть семи пядей во лбу, все в наших руках.
Если все хорошо спланировано, не обязательно иметь кучу оборудования и идеальные условия для работы, потребуется лишь некоторое количество денег, отвертка, захват и сверлильный станок.
Месяц ушел на разработку дизайна с помощью программы САПР и на заказ и покупку комплектующих, четыре месяца на сборку. Создание второго станка заняло бы гораздо меньше времени, потому что автор не имел опыта в области станкостроения, и ему пришлось много узнавать о механике и электронике.
8. Комплектующие

Автор рекомендует брать пластины из алюминиевого сплава AlMg4.5Mn.
Все электрические части куплены на ebay.
- Arduino GRBL + CNC Shield: примерно 20 евро
- Драйвер шагового двигателя: 12 евро за штуку.
- Источник питания: 40 евро
- Шаговые двигатели: примерно по 20 евро за штуку
- Шпиндель+инвертор: 335 евро
Линейные подшипники ARC 15 FN
Линейные направляющие AR/HR 15 — ZUSCHNITT
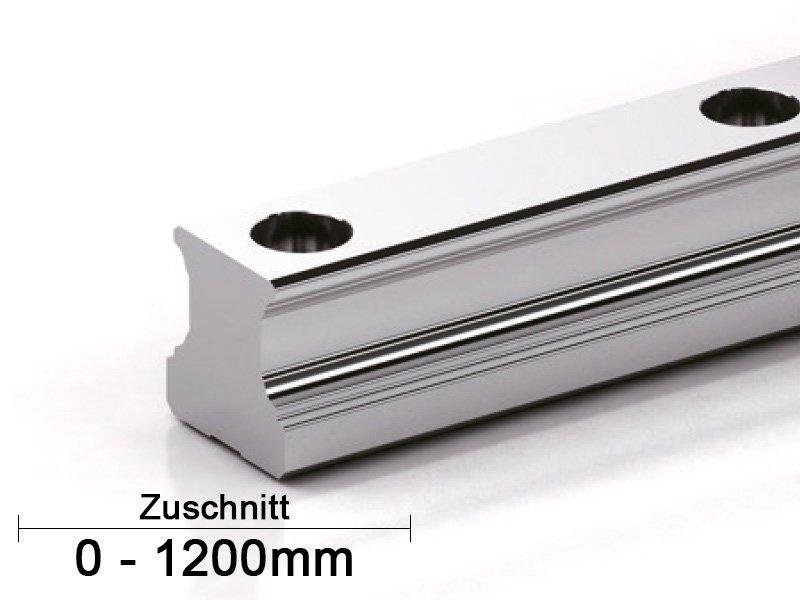
Шарико-винтовые пары SFU1605-DM:

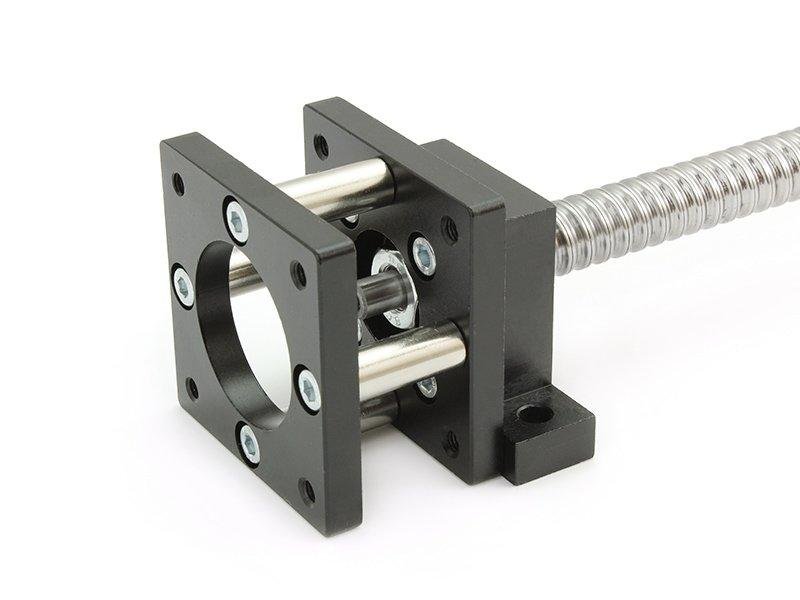
Подшипниковый держатель винта ШВП FLB20-3200, включая держатель мотора NEMA23:
Опора винта ШВП LLB20

Соединительные муфты шаговый двигатель–шпиндель: из Китая по 2,5 евро за штуку.
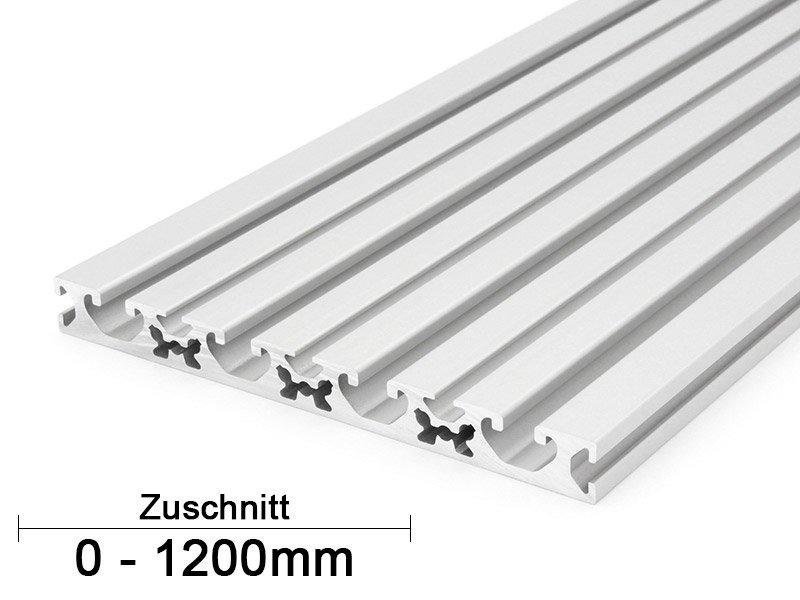
Профили основания 160×16 I-Typ Nut 8
Профили для оси Х 30×60 B-Typ Nut 8
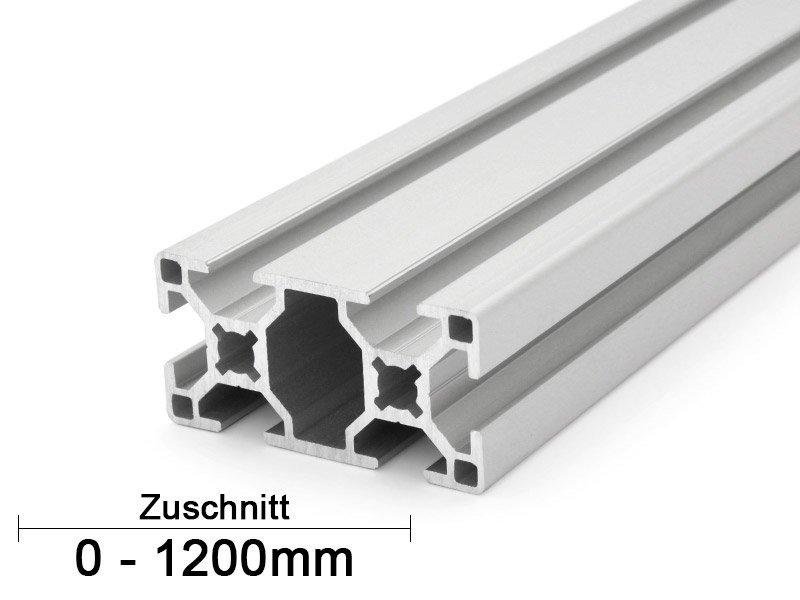
Профили крепления шагового двигателя оси Y 30×60 B-Typ Nut 8

Профиль 30×60 B-Typ Nut 8 на линейный подшипник оси Х 100 мм
Задняя пластина: алюминиевая пластина толщиной 5мм, 600×200.
Профиль 30x60x60 B-Typ Nut 8 для Y: 2 шт.
Профиль 30×30 B-Typ Nut 8
Монтажная пластина — алюминиевая пластина толщиной 5 мм, размеры 250×160
Скользящая пластина для монтажа шпинделя — алюминиевая пластина толщиной 5 мм, размеры 200×160
9. Программа
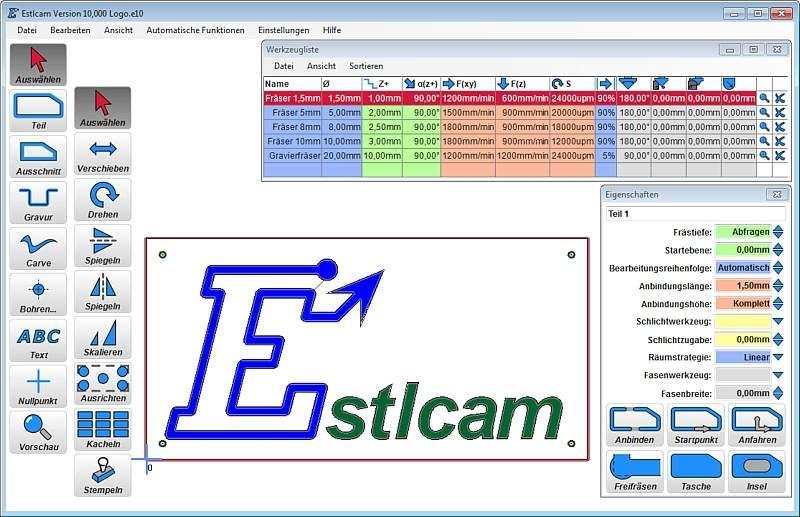
После долгих поисков программного решения, была выбрана удобная программа Estlcam, со стоимостью лицензии 50 евро. Пробная версия программы обладает всеми возможностями лицензионной, но работает медленнее.
Это ПО способно перепрограммировать Arduino и имеет множество функций, в том числе — способно управлять шаговыми двигателями напрямую.
Пример: Для поиска края детали необходимо подключить провода к контактам микрокомпьютера Ардуино и к заготовке. Если заготовка не проводит ток, можно создать временное проводящее покрытие с помощью фольги.
После этого программа подводит инструмент к детали с разных сторон и определяет ее границы в момент контакта.
10. Апгрейд

На осях Y и Z были установлены временные пластиковые кронштейны. Пластик был достаточно прочный, но скобы все же могли сломаться. Поэтому автор фрезеровал алюминиевые кронштейны для замены. Результат показан на фото.
11. Станок в работе

После некоторой практики станок дает уже очень неплохие, для самоделки, результаты.

На этих снимках показана деталь из сплава AlMg4,5Mn. Она полностью фрезерованная. На втором фото — результат работы станка, без дальнейшей обработки другими средствами.
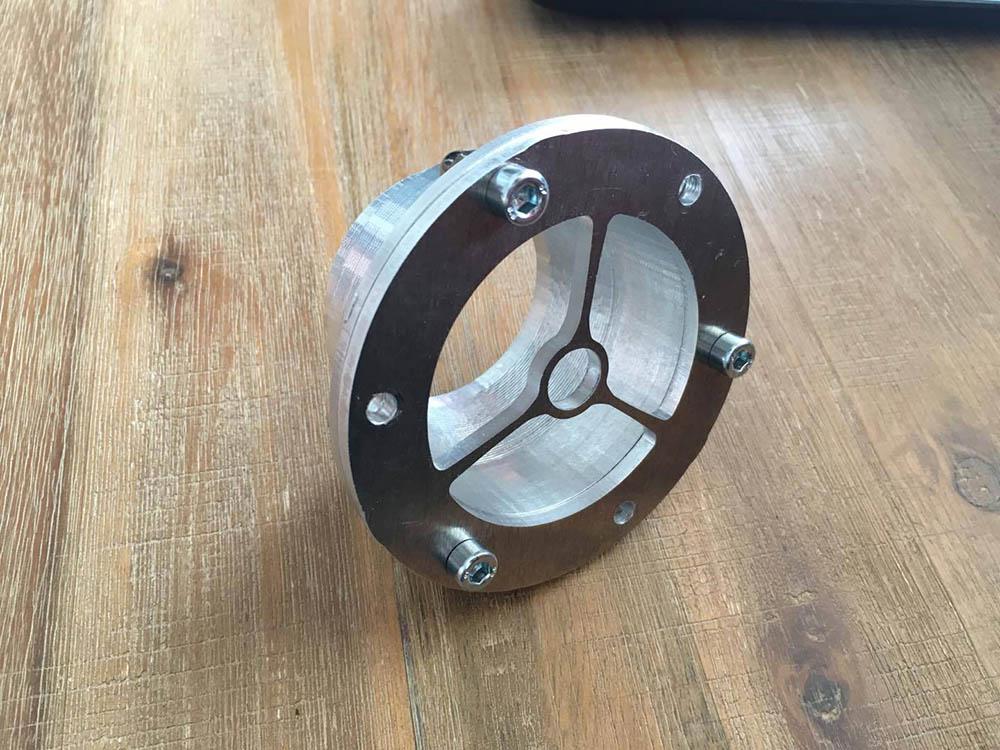
Применялась концевая фреза VHM 6 мм с 3 зубьями. При использовании фрез на 4 и 6 мм станком достигаются вполне достойные результаты. Для своего класса оборудования, конечно.
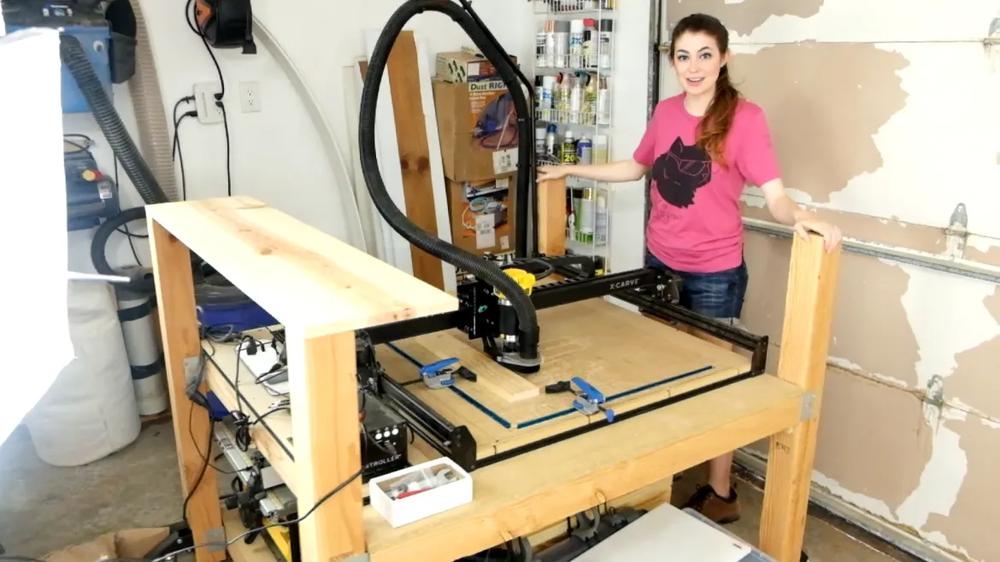
ЧПУ-стол
На десерт — не станок, но полезная и интересная самоделка для станка, а именно — прочная и вместительная станина с полками. Если у вас еще нет станка с ЧПУ, вы можете построить ее раньше и использовать как рабочий верстак.
Эван и Кейтлин, владельцы сайта EvanAndKatelyn.com , обновили свой стол для станка с ЧПУ, добавив функциональности и вместительности.
Изделие собиралось полностью на винтовых соединениях, без применения клея, чтобы сохранить возможность легкой переделки и апгрейда.

Использованные инструменты и комплектующие:
- Кнопка остановки;
- Фиксатор роликов;
- Зенковка и биты;
- Дрель;
- Электрическая отвертка;
- Пила;
- Станок X-Carve;
- Четвертьдюймовая концевая фреза с твердосплавным покрытием;
- Четвертьдюймовая твердосплавная 4-канальная фреза с шариковым наконечником;
- Средства защиты органов слуха.
Шаг 1: подготовка
Шаг первый — удалить все со старого стола, начиная со станка и заканчивая кучей других вещей, лежащих там, и частично разобрать его. Было полностью разобрано все, кроме двух больших полок 120 х 120 см, которые укрепили, сделав основой нового стола.
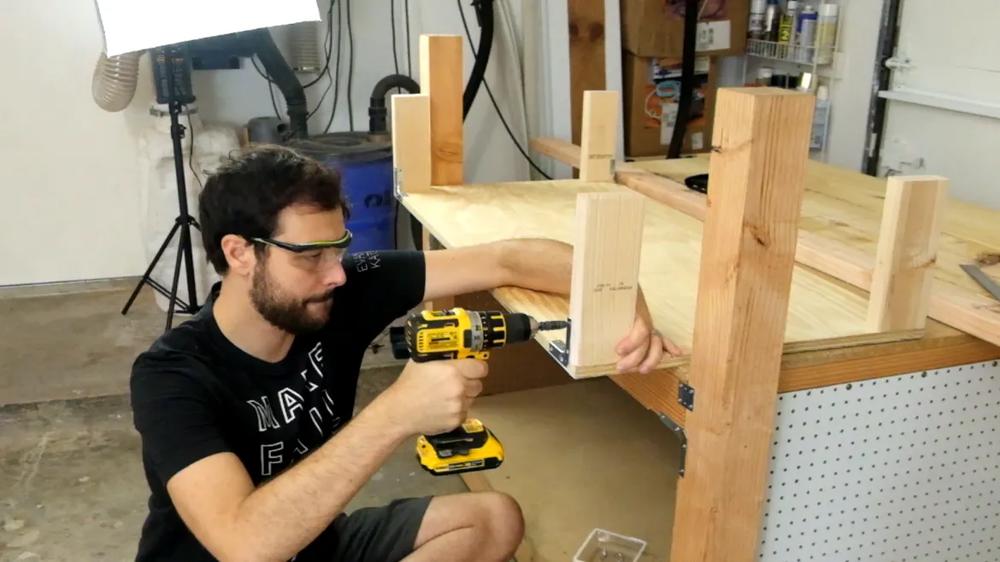
Шаг 2: укрепление полок

Были использованы угловые скобки на четырех внутренних углах и L-образные скобки вдоль поперечной балки, проходящей вдоль нижней стороны.


На фото ниже: сравнение усиленной полки с недоделанной.

Шаг 3: отрезать лишнее
Первоначально было 4 стойки, поднимающиеся над верхней частью стола, потому что планировалась дополнительная полка над станком. Эту идею забраковали, решив оставить две стойки из четырех.

Их укрепили угловыми скобами.


Для закрепления полки добавили небольшие деревянные подставки.

На них поместили полку и укрепили ее еще большим количеством скобок.

Тест на прочность.

Шаг 4: пегборд — панель для инструментов
В обновленный предмет мебели стоило добавить как можно больше места для хранения, и одной из расширяющих его возможности деталей стала перфорированная панель, в отверстиях которой закрепляются держатели для инструментов. На панели вырезали углы электролобзиком.
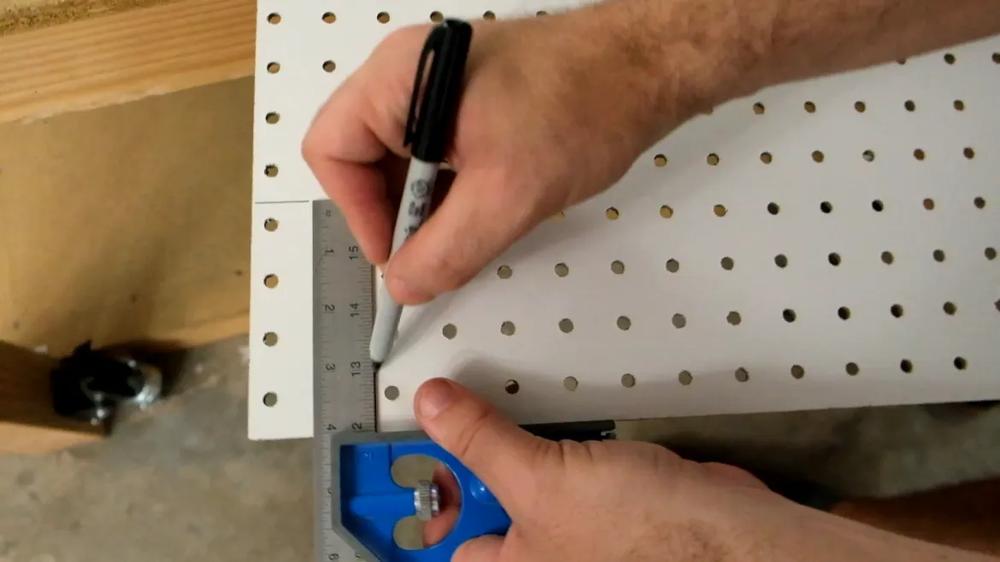


Смотрите подробнее в видео. Дальше ее просто прикрутили.

Шаг 5: нижние полки
Для хранения в нижней части надо было оставить как можно больше места, т.к. там хранится настольная пила и барабанный шлифовальный станок. Для хранения материалов тоже было нужно много места, так что решено было добавить полку, но сделать ее легко удаляемой. Пригодились заготовленные для ножек деревянные бруски и лист фанеры.

Ножки прикрепили к фанерному листу угловыми скобами, получившуюся полку вставили в нижнюю часть. Ее легко снять, когда снова понадобится хранилище полной высоты.

Шаг 6: верхние полки
В старой станине была верхняя полка для компьютера, работающего со станком, и для разных мелких вещей. Там оставалось еще место, и под этой полкой решили сделать еще одну. Это также помогло прикрыть розетки и проводку для станка.
Верхнюю полку положили на торцы стоек и прикрутили.

Во второй полке лобзиком вырезали углы под ножки.

И также закрепили ее уголками.

Шаг 7: последние штрихи
На пегборд добавили лоточки для хранения отверточных бит и прочих мелочей.

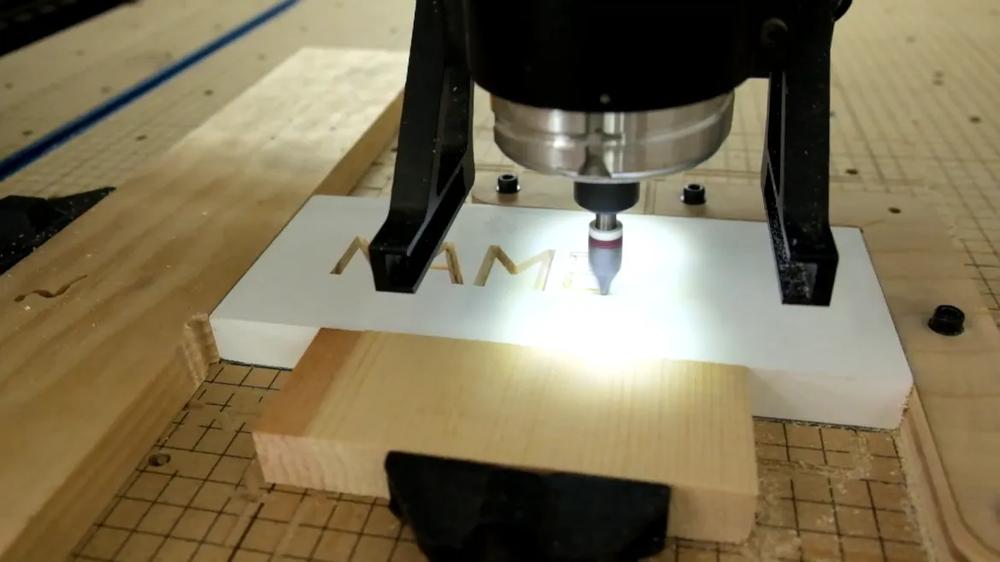
На торец прикрутили табличку с надписью “Назови меня”, которая впоследствии будет заменена именем, придуманным подписчиками на YouTube.

Наконец, в стол вернули все, что лежало в его предшественнике.


Все фотографии принадлежат авторам проектов.
Заключение и рекомендации
Существует множество впечатляющих проектов самодельных станков, зачастую авторы поражают своими навыками и остроумными решениями. Как увлечение, самостоятельная сборка станка с ЧПУ или 3D-принтера превосходит многие другие хобби — как по полезности получаемого результата, ведь на станке можно делать много замечательных вещей, так и по пользе от самого процесса — это не только увлекательное, но и познавательное занятие, помогающее развить инженерные навыки.
Если же вам не столь интересен сам процесс, а скорее требуется станок с ЧПУ для работы, в мастерскую или на предприятие — рекомендуем приобрести готовое оборудование промышленного производства, с гарантией и сервисом.
Можем порекомендовать станки следующих производителей:
Мы не приводим отдельные модели, так как их множество, а под любые цели, задачи и имеющиеся условия установки и эксплуатации оборудование необходимо подбирать индивидуально, с чем вам помогут специалисты Top 3D Shop . Обращайтесь!
Источник