- Сатинирование нержавейки.
- Шаг 1. Зачистка сварного шва.
- Шаг 2. Понижение шероховатости в зоне зачистки шва.
- Шаг 3. Создание направленной шлифовки и получение ровного стыка под 45 градусов.
- Шаг 4. Финишное сатинирование валиками из нетканого материала.
- Как и чем сатинировать нержавейку.
- Шлифовальный барабан с гильзами.
- Шлифовальные валики из Scotch-Brite.
- Комбинированные шлифовальные валики.
- Первый вариант.
- Еще вариант.
- Еще вариант:
Сатинирование нержавейки.

Сатинирование (направленная шлифовка) — это один из самых распространенных способов обработки поверхности изделий.
У этого способа есть очевидные преимущества:
- Сатинирование один из самых простых и быстрых способов обработки поверхности.
- Сатинированная поверхность менее притязательна и требует меньше ухода, чем полированная или матированная.
В этой статье я подробно опишу чем и как сделать направленную шлифовку поверхности на нержавейке (или любом другом металле), и расскажу как получить красивый и идеально ровный стык рисунка шлифовки в 45 градусов.
Для всего процесса обработки мы будем использовать шлифовальную машину Metabo Quick Inox (подробный обзор по ссылке).
Это специализированная машина для обработки нержавеющих сталей и других металлов, и она обладает всеми необходимыми характеристиками и имеет высочайшее качество.
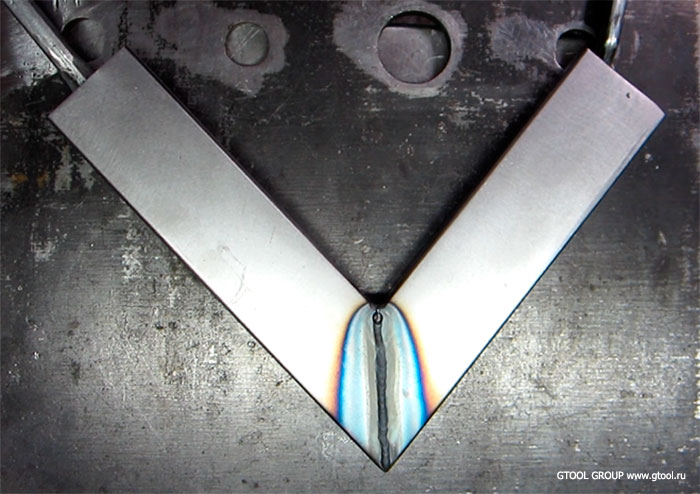
Шаг 1. Зачистка сварного шва.
Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва на тонкой нержавеющей стали используем фибровые круги VSM Р120 (с керамическим зерном, чтобы избежать перегрева металла).
Рекомендуемые обороты — 7000 об/мин.
Для работы с более толстой нержавейкой или другими металлами рекомендую использовать Фибровый круг G-grind диаметр 125мм, зерно P120.


Зачистка сварного шва на плоскости.
После удаления шва фибровым кругом, мы получаем ровную плоскую поверхность и переходим к следующему этапу.
Шаг 2. Понижение шероховатости в зоне зачистки шва.
На этом этапе нам нужно понизить риску после фибрового круга Р120.
Это необходимо для упрощения последующей обработки шлифовальным барабаном и валиком.
Материал Trizact™ (3M) легко удаляет риски от предыдущего этапа обработки и подготавливает поверхность для последующего шлифования.
Рекомендуемые обороты — 4000 об/мин.

Шаг 3. Создание направленной шлифовки и получение ровного стыка под 45 градусов.
Барабан ставиться на шлифовальную машину с помощью специального переходника.

Но перед началом шлифовки барабаном мы должны приступить к формированию красивого стыка рисунка шлифовки. В этом нам поможет Скотч металлический Cibo, для сатинирования 5000x40x0,15 мм
Нужно отрезать кусочек скотча, достаточный по длине и приклеить его аккуратно на стыке, как показано на фото.

Теперь аккуратно приступайте к шлифовке свободного участка.
- Барабан должен вращаться в направлении от скотча, чтобы не задрать его и не отклеить или деформировать.
- Используйте умеренный прижим, потому что скотч имеет очень небольшую толщину 0,15 мм и может легко быть сошлифован агрессивным абразивным материалом.
Шлифуйте до тех пор, пока не получите равномерный рисунок на всей свободной половине изделия.
Рекомендуемые обороты — 2500 об/мин.

После этого переклейте скотч на уже обработанный участок, параллельно линии рисунка и повторите операцию на второй половине.


Теперь мы можем приступить к заключительному шагу.
Шаг 4. Финишное сатинирование валиками из нетканого материала.
- Сглаживает грубые риски от предварительной шлифовки.
- Удаляет переходы между зонами шлифовки.
- Делает поверхность более равномерной и уменьшает блеск.

Не убирая металлический скотч с поверхности, обработайте открытую половину так же как шлифовальным барабаном. Затем переклейте скотч, и повторите операцию.
Рекомендуемые обороты — 2500 об/мин.

Удалите скотч с поверхности. Наслаждайтесь.


Пара общих рекомендаций:
- Для удаления шва вы можете использовать более грубое зерно, но тогда вам потребуется использовать более грубые зерна на следующих этапах.
- Скотч металлический Cibo — это многоразовое изделие. Вы можете использовать один кусочек несколько раз, если будете беречь его от перегрева (чтобы защитить клеящий слой) и беречь его от грубых абразивных зерен (чтобы защитить металлическую часть).
- Вы можете получить любой угол на стыке рисунка, наклеив металлический скотч под другим углом.
Наглядно весь процесс на видео ниже:
Источник
Как и чем сатинировать нержавейку.
Сатинирование металла — создание рисунка направленной шлифовки на поверхности металла.
Все мы знакомы с таким видом поверхности.
Направленную шлифовку делают в большинстве случаев на нержавеющей стали.

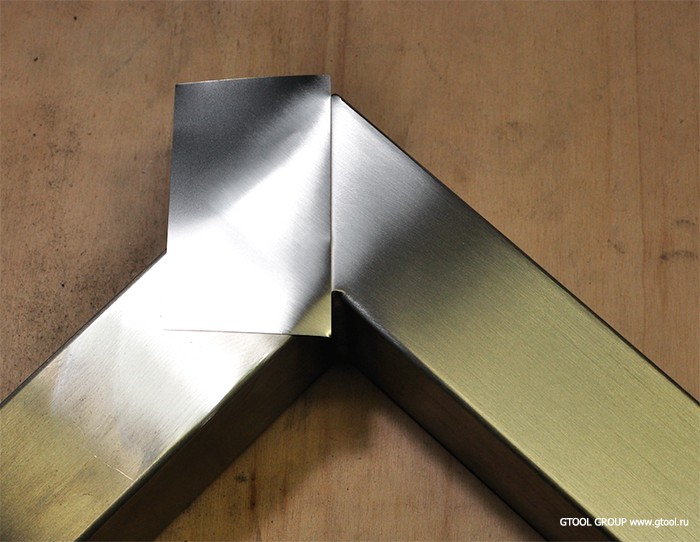
Сатинированный профиль из нержавеющей стали.
Или на латуни и аналогичным мягких металлах.

Такой рисунок может наносится практически на любые формы поверхности, на плоские или скруглённые. Сатинирование придает равномерный вид большим поверхностям и изделиям в целом.

Сатинирование очень практичный вид поверхности и его очень удобно наносить на плоские изделия или близкие к плоскостям.
Например столешницы, металлические шкафы.

Сантехника из нержавейки.



Изделия из нержавеющего профиля. Такие как торговое оборудование, мебель и так далее.

Сатинирование значительно практичнее полировки, дольше сохраняет свой внешний вид и за ним легче ухаживать.
Кроме того, его существенно проще получить, если знать как и чем это делается.
И сейчас я все расскажу.

Абразивы и инструмент для сатинирования.
Шлифовальный барабан с гильзами.
Бывает двух видов — жесткий или надувной.

Жесткий и надувной барабаны для шлифования.
- Жесткий барабан обеспечивает лучшую плоскость, но не удобен при обработке неровных плоскостей. Имеет большой ресурс.
Новая статья от Шлифовальных Технологий: Эластичные шлифовальные барабаны Gtool
- Надувной барабан мягче, и может нивелировать неровности поверхности, обходить их. Но не так долговечен.
Новая статья от Шлифовальных Технологий: Резиновые барабаны Gtool
Барабаны используются для агрессивной, предварительной шлифовки, реже для финишного сатинирования.

С их помощью вы можете создать направленную шлифовку на поверхности после удаления сварного шва или предварительной шлифовки кругами. То есть из круговой риски сделать однонаправленную прямую, как на фото ниже.


Гильзы представляют собой замкнутое кольцо из абразивного полотна. Такая маленькая шлифовальная лента. И если у шлифовального барабана размер указывается по диаметру самого ролика (90 или 100 мм), то у гильз указывается длина окружности. То есть шлифовальная гильзы для барабана диаметром 90 мм будет иметь длину 295 мм.

Используя шлифовальные гильзы из разных абразивных материалов и разную зернистость, вы можете получать разнообразные виды поверхности.
- Служат для удаления следов грубой обработки металла после удаления шва, и для создания грубой направленной шлифовки.
- Удаляют грубые дефекты и царапины на поверхности металла.
В ряде случаев даже применяются для удаления сварного шва. Изготавливаются в зернистостях Р24 — Р180.
Больше всего сегодня используются гильзы с керамическим абразивным зерном (красные, бордовые). Они имеют высокую агрессивность и ресурс, и мало греют поверхность.
Ими как раз и наносят основной рисунок, удаляя при этом следы не направленной шлифовки или царапины. Чаще всего в ход идут зерна Р80 и Р120.

- Cлужат для создания мелкой направленной риски на поверхности металла, удаления дефектов.
- Позволяют получить менее грубую в сравнении с традиционными абразивами поверхность, при этом не уступая в агрессивности.
- За счет широкого диапазона зернистостей позволяют подготавливать поверхность к полировке.

Шлифовальные гильзы из материала Тризакт 3М.
Как правило этот материал служит для получения более деликатного вида поверхности, более мелкого рисунка. Ряд пользователей использует эти гильзы вплоть до Р2000, чтобы подготовить поверхности к полировке. Но такие задачи встречаются значительно реже, чем грубое нанесение рисунка.

Шлифовальные гильзы 100*295, зерно Coarse
Достаточно агрессивны чтобы удалить небольшие царапины и дефекты, но при этом дают гладкий финиш.
- Позволяют за один этап получить ровную шлифованную поверхность, приятную на ощупь и удалить дефекты (два в одном).
- Могут служить недорогой альтернативой шлифовальным валикам.

Гильзы из нетканого полотна совмещают в себе агрессивность абразивного зерна с мягкостью самой структуры нетканых материалов. при этом у них довольно плотное основание, которое позволяет оказать достаточное давление на зерно и на поверхность.
Нетканые гильзы весьма универсальный инструмент. А вид рисунка, который они позволяют получить очень часто похож на рисунок заводской шлифовки металлических поверхностей. За это их так любят те, кто занимается ремонтом и восстановлением например лифтовых стен и подобных изделий из больших шлифованных листов.

Лист отшлифованный гильзами скотч-брайт Medium.
Шлифовальные гильзы отлично создают направленную шлифовку, но часто оставляют грубую риску и переходы между слоями на поверхности. Кроме того такая грубая риска создает неровности, за которые легко цепляется пыль и остается на поверхности. Это ускоряет загрязнение поверхности, быстро портит ее внешний вид и за ней будет сложно ухаживать.
Необходимо поверхность доводить до более гладкого состояния, финишировать.
Шлифовальные валики из Scotch-Brite.

- Служат для финишной направленной шлифовки поверхности.
- Могут удалять очень небольшие (неглубокие) царапины и дефекты поверхности.
- Обеспечивают минимальные переходы, делают поверхность более равномерной и блестящей, приятной на ощупь.

Шлифовка профиля валиком Coarse (Р80)
Валики из нетканого полотна — это самый простой и удобный способ финиширования сатинированной поверхности. Он “размазывает” переходы между зонами шлифовки, которые видны после грубого абразивного зерна.

Переходы после грубой шлифовки гильзами Р80.
И заглаживает все грубые микро заусенцы на поверхности. Шлифовальные валики достаточно мягкие, чтобы огибать небольшие неровности поверхности и сглаживать их.
Они могут применяться и самостоятельно для нанесения мелкого рисунка шлифовки, если поверхность металла достаточно гладкая и не имеет крупных царапин.
Например валик зернистостью Coarse (P80) способен “перебить” рисунок после шлифовки кругами на липучке Р180–320.

Шлифовка валиком Coarse после Р180.
Комбинированные шлифовальные валики.

- Более агрессивны чем валики из Scotch-Brite за счет лепестков абразивного материала, но уступают по агрессивности шлифовальным гильзам.
- Одновременно выполняют две операции: удаление дефектов и финишное сатинирование.
- Удобны при применении на больших плоскостях.

Сатинирование комбинированным валиком.
Комбинированный валик так же отлично создает финишный рисунок. Риска получается более блестящей, чем от стандартного валика за счет лепестков абразивного полотна. Эти же лепестки могут снимать чуть больше металла, чем чистый “скотч-брайт” и удалять небольшие царапины.
Но комбинированные валики следует применять по поверхностям которые шире самого валика, или почти соответствуют его ширине. Иначе абразивные лепестки могут снашиваться не равномерно, а затем наносить не равномерный рисунок.

Переходник вставляется в барабан или валик в пазы, и с обратной стороны накручивается на УШМ с установленным фланцем и притягивается к валу.


Существуют и другие виды переходников, но этот самый простой и современный. Так же переходники могут иметь разую длину в зависимости от ширины валика — 50 и 100 мм.

Шлифовальная машина это отдельный вопрос, не будем его глубоко касаться. Скажем лишь, что самое главное — это правильные обороты. Все барабаны и валики для сатинирования работают в диапазоне 2500–3500 об/мин.
Превышение этих оборотов не увеличивает производительность шлифовки, но резко повышает скорость износа абразивного инструмента и риск поломки редуктора УШМ.
Материалов для сатинирования на самом деле еще больше. Все они тут:
Новая статья от Шлифовальных Технологий: Материалы для сатинирования металла от GTOOL.RU
Это лучшие материалы, которые используются для создания направленной шлифовки на металле. Позже мы каснемся еще нескольких вспомогательных материалов.
Переходим к шлифовке.

Итак, перед обработкой основная площадь изделия может выглядеть по разному, и это определит дальнейшую последовательность обработки. Вот 3 распространенных варианта.
- Поверхность не обработана механически, имеет дефекты и раковины. Или изделие уже сварено и нужно зачистить сварной шов.
- Поверхность полированная или матовая, имеет очень высокий класс шероховатости.
- Поверхность уже имеет рисунок направленной шлифовки.
Первый вариант.
Как правило самый долгий и трудоемкий по времени обработки и количеству используемых материалов.
Не обработанная поверхность чаще всего встречается на нержавейке больших толщин — 3 и более мм. Выглядеть она может например так:

Необработанный лист нержавейки, 4 мм.
Если пытаться обработать его сразу финишными материалами для сатинирования, например валиками, то поверхность мало изменится. Останутся те же дефекты, с легкой направленной риской поверх.
Поэтому необходимо предварительно отшлифовать такую поверхность — снять неровный слой металла или сварной шов. Лучшим вариантом для большой плоскости будут фибровые круги с эластичной опорной тарелкой.

Можно использовать разное зерно для первого шага, все зависит от глубины имеющихся дефектов. Самый распространенный вариант зерно Р80 или Р120. Как правило оно отлично снимает нужный слой металла за минимальное количество проходов.

Поверхность после фибрового круга Р80.
После этого можно понизить шероховатость поверхности если необходимо до зерна Р120 или даже выше. Как в процессе полировки.
Затем нам нужно сделать рисунок на поверхности однонаправленным.

Оптимальным будет следующее правило — используйте шлифовальную гильзу зернистостью на 1 шаг грубее шлифовального круга, который использовали до этого. Это позволит максимально быстро избавиться от круговой риски. Например после Фибрового круга Р120 используйте гильзу Р80.
Можно использовать и один размер зерна, или даже более мелкое, но учтите — это займет больше времени и ресурсов. Хотя и позволит получить более мелкий рисунок.

Шлифовка плоского листа барабаном с гильзой Р80.
Теперь поверхность получила направленный рисунок. Но он довольно грубый, если рассматривать его вблизи, на нем могут быть видны переходы. А самое главное — за эту грубую риску будет отлично цепляться различный мусор и грязь. Поэтому следует понизить эту шероховатость, загладить заусенцы.
Для этого и используются валики из нетканого материала. Благодаря объемной структуре с абразивным зерном валик мягко сгладит шероховатость и “размоет” переходы между слоями. Плюс поверхность станет выглядеть более матовой.

Вот такой получается результат. Сравните его с первоначальным видом.

Естественно, эта процедура может быть изменена любым образом по вашему желанию.
- Можно использовать надувной барабан, можно использовать валики других зернистостей или даже не валики, а шлифовальные головки. Не бойтесь экспериментировать.
- Начинать можно и с кругов на липучке подходящей зернистости. Главное, чтобы первый шаг убирал дефекты, от которых следует избавиться.
- Если царапины не слишком большие, то можно начинать сразу с Барабана с гильзами.

Вот один из подробных вариантов такого решения:
Новая статья от Шлифовальных Технологий: Сатинирование плоскости
Еще вариант.
На этот раз без барабана с гильзами.
Когда поверхность изделия не гладкая, а с порами и раковинами, то ее нужно предварительно подготовить к сатинированию валиками.

Не обработанный профиль из нержавейки.
Нужно снять верхний слой металла и сделать риску достаточно мелкой, чтобы валик зернистостью Coarse P80 смог перебить ее.
Отличным решением будут новые круги на липучке Gtool, зерно Р150 или 180, в зависимости от грубости поверхности.

Тут очень важно соблюдать правильную технику — направление шлифовки кругами должно быть близко к направлению шлифовки валиком. То есть следы от шлифовального круга должны идти вдоль профиля, а не поперек.
Такая техника существенно упростит и ускорит последующее сатинирование валиком.
После круга Р150 вы сможете нанести рисунок сразу на поверхность и получить идеальный результат.

Профиль до и после обработки липучками Р150 и валиком Coarse.
То же самое можно сделать с использованием шлифовального барабана и гильз, без липучки. Тогда вы получите более грубый рисунок.

Профиль после шлифовки барабаном с гильзой Р120 и валиком Coarse.
Еще вариант:
Когда у Вас сварное изделие из уже шлифованного профиля.

На фото видно, что профиль уже имеет направленный рисунок. Поэтому нам нужно обработать только зону сварного шва.
Это снова можно сделать кругами на липучке:
И после Р180 вы снова можете наносить рисунок валиком Coarse (P80) и даже сделать красивую границу с помощью металлического скотча.
Более подробно со всеми ссылками тут:
Новая статья от Шлифовальных Технологий: Стык 45° на шлифованной нержавейке. Упрощенная технология.
Есть примеры аналогичной обработки, но с использованием барабанов с гильзами.
Новая статья от Шлифовальных Технологий: Сатинирование нержавейки
Что еще?

Шлифовальный лист GTOOL 100×200мм, зерно Coarse (P60–80)
Очень важная и полезная часть процесса сатинирования.
Листы из нетканого полотна очень помогают при самой финишной обработке — ими растирают переходы между слоями обработки, делают поверхность более равномерной, наносят сатирование на внутренних стыках и даже полностью сатинируют поверхности.

Как видите — вариантов сатинирования множество. Все зависит от начального качества поверхности, от финиша который вы хотите получить и от вашего инструмента и возможностей.
И вот еще подборка готовых решений обработки поверхностей сатинированием:
Новая статья от Шлифовальных Технологий: Очень грубая шлифовка
Новая статья от Шлифовальных Технологий: Сатинирование вручную
Новая статья от Шлифовальных Технологий: Сатинирование металла лепестковыми головками

Новая статья от Шлифовальных Технологий: Шлифовка нержавейки. Зачистка сварных швов и направленная шлифовка…
И несколько полезных видео:
Самые актуальные новости в наших соцсетях и на нашем канале:
Источник