- Самодельные приспособления для заточки сверл – собираем станок своими руками
- Варианты изготовления
- Как изготовить станок для заточки спиральных сверл
- Несколько рекомендаций по выбору наждачных кругов
- Приспособление для заточки свёрл своими руками
- Сверла по дереву
- Сверла по металлу
- Инструкция по изготовлению приспособления для сверл большого диаметра
- Порядок изготовления
- Как пользоваться приспособлением
- Видео — Приспособление для заточки сверла на болгарке
Самодельные приспособления для заточки сверл – собираем станок своими руками
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.

Заточка сверла на самодельном приспособлении
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
Для изготовления высокоточного приспособления требуются металлообрабатывающие станки
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
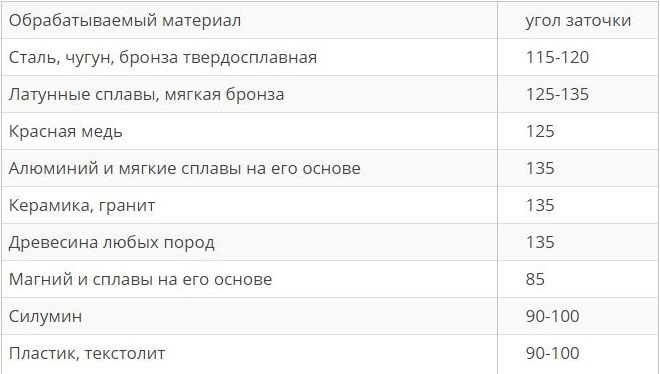
Таблица 1. Углы заточек сверл
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Приспособление-держатель для заточки сверла
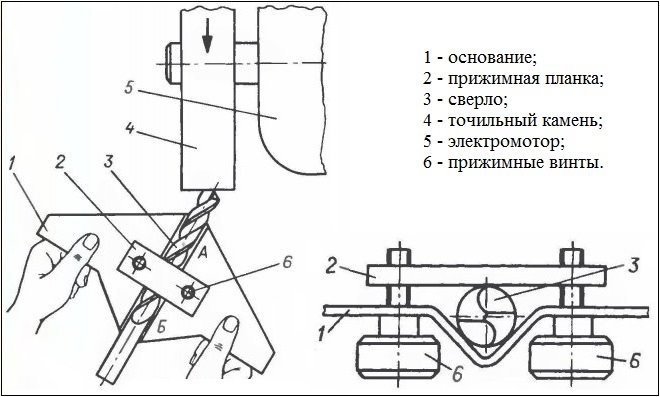
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
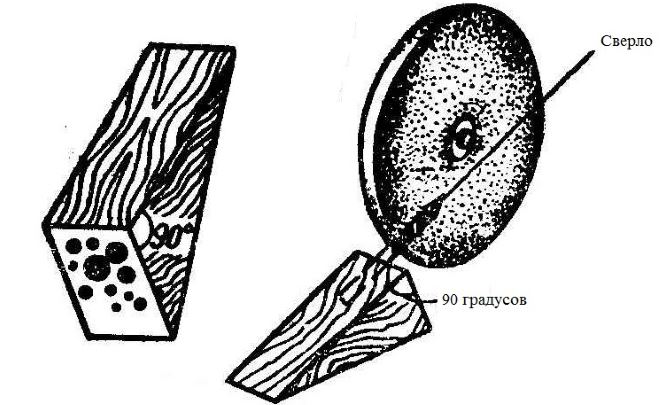
Схема простейшего приспособления из деревянного бруска
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Довольно серьезное приспособление, обеспечивающее хорошую точность заточки
Чертежи деталей приспособления
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
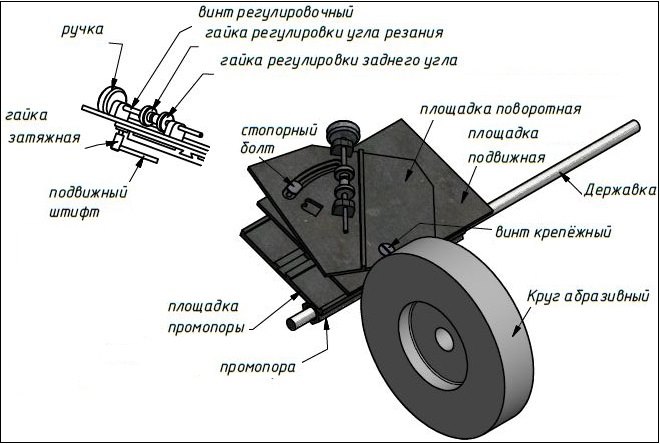
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.

Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.

Направляющий паз пластины
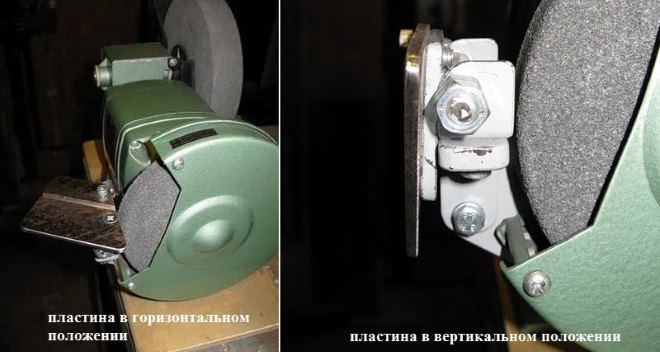
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.

Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Несколько рекомендаций по выбору наждачных кругов
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
При заточке сверл с помощью точильного круга очень важно следить за тем, чтобы рабочая поверхность абразивного инструмента набегала на обрабатываемое сверло, то есть двигалась сверху вниз, а не наоборот.
Источник
Приспособление для заточки свёрл своими руками

Как известно, промышленность выпускает отдельные сверла по металлу и по дереву, между ними существуют значительные отличия. Перед тем как изготавливать приспособления для заточки инструментов, необходимо знать, какие требования предъявляются к режущим кромкам.
Не понимая физических процессов резания, не зная параметров углов и, главное, почему для каждого материала имеется свой угол заточки сверла, невозможно сделать приспособление. В связи с этим считаем важным для всех мастеров краткую техническую информацию о сверлах.

Важно. Сразу предупреждаем, что универсального приспособления для заточки всех видов сверл в природе не существует. Такой агрегат не могут сделать даже на самых современных промышленных предприятиях, не говоря уже о кустарных условиях.
Мы дадим инструкцию изготовления приспособления лишь для наиболее используемых и простых с технической точки зрения режущих инструментов.

Приспособление для заточки свёрл
Вне зависимости от конкретного назначения и вида все сверла по дереву имеют острый наконечник, он удерживает центр при начале сверления. Металлические такого наконечника не имеют, оно просто бы не выдержало значительных усилий. Центровка отверстия достигается за счет кернения поверхности.
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
| Тип сверла | Технические характеристики и назначение |
|---|---|
| Может иметь диаметр 3–50 мм, при помощи буравчика на конце центруется отверстие и фиксируется сверло. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий. | |
|
| Вне зависимости от особенностей заточки режущих плоскостей боковые грани имеют форму винта. Такие сверла внешне очень похожи со сверлами для металла. Разница только в качестве стали и наличии на конце острого наконечника. |
|
| Самые простые и дешевые, применяются для сверления отверстий в тонких пиломатериалах. Качество отверстий низкое. Стенки имеют очень большую шероховатость, а точность не отвечает современным жестким требованиям. |
|
| Сложная инженерная конструкция, используется для высверливания специальных точных крепежных отверстий. Главные преимущества – специальная конструкция минимизирует выделение тепловой энергии, сверло и материалы не перегреваются. Это очень важно на предприятиях с массовым промышленным производством. Для них производительность оборудования играет важную функцию. |
|
| Могут называться коронками, высверливают отверстия большого диаметра. Рекомендуется применять на материалах небольшой толщины. |
|
| Специальные сверла для сверления отверстий под метизы с потайными головками. Имеют возможность регулировки глубины отверстий. |






Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Сверла по металлу
Их часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.

Сверло по металлу
Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.

Набор сверл по металлу
Почему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.

Сверла по металлу Haisser
Самодельные приспособления для заточки сверл никогда не смогут заточить сложные режущие поверхности, они не в состоянии полностью восстановить первоначальные технические свойства инструментов. Лучшее, на что можно надеяться – несколько улучшится процесс резания в сравнении с полностью тупым сверлом. Но он всегда будет намного хуже, чем у нового инструмента с заводскими заточками.
Инструкция по изготовлению приспособления для сверл большого диаметра
На таком приспособлении можно заточить ржущие кромки сверл диаметром более 5 мм. Мастер должен быть профессиональным сварщиком и иметь практические навыки выполнения слесарных работ по металлу.
Приспособление позволяет устранять проблемы, возникающие при ручной заточке.
- Заточка вручную требует довольно много времени. Чем больше заточка – тем выше вероятность перегрева режущей кромки. Это очень негативно сказывается на прочности, при высокой температуре происходит изменение кристаллизации стали, обратный процесс можно сделать только в производственных условиях. Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.


Так выглядит перегретое сверло

Заточка сверла своими руками приводит к быстрому уменьшению рабочей длины

Режущие кромки расположены не по центру сверла
Как следствие, отверстие неровное, сверло может сломаться. Выход – опять точить и пытаться выровнять центр. Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные.


Как вытащить застрявшее сверло из дрели
Существует два выхода из такого положения – покупать заводское оборудование или пытаться изготовить его самостоятельно. Конечно, для большой мастерской лучше покупать станок, вложенные средства быстро окупятся и начнут приносить прибыль за счет реализации готовой продукции. Обыкновенному мастеру приобретать заводское оборудование нет экономического резона, вложенные деньги начнут приносить прибыль в очень отдаленной перспективе. Намного лучше сделать элементарное приспособление со всеми его реальными недостатками, но почти бесплатно. Цена работы только потерянное время.
Порядок изготовления
Шаг 1. Подготовьте материалы. Вам понадобится кусочек листовой стали толщиной 3–4 мм, два отрезка трубы, один диаметром 3/4″ , второй 1″. Угольник с шириной полки 32 мм и 25 мм, болтики М10 гайки к ним.

Шаг 2. Отрежьте уголок 32 мм длиной 120 мм. Болгаркой уберите посередине металлический отлив, он формируется во время горячего проката металла.

На внутреннем сгибе болгаркой спилен отлив
Добейтесь такого положения, чтобы уголок 25 мм входил внутрь уголка 32 мм. Он не должен шататься, соприкасаться могут лишь боковые стенки, угловые грани пусть имеют зазор. За счет этого два уголка будут плавно и без шатаний скользить, что очень важно для самодельного приспособления.

Плотное соприкосновение уголков
Шаг 3. От уголка 25 мм отрежьте кусочек длиной 180 мм. Заготовки для скользящих направляющих готовы, они во время заточки подают сверло к камню точила.
Шаг 4. Приступайте к изготовлению фиксатора сверла. Оно делается из двух трубок. Одна длинная диаметром 3/4″, на ней устанавливаются направляющие и основание. Второй отрезок трубы Ø 1″ переделается под муфту фиксации положения отдельных элементов приспособления в выбранном положении. Длина тонкой трубы примерно 50 мм, короткой примерно 30 мм. Размены произвольные, они никакого влияния на работоспособность приспособления не оказывают.

Один отрезок трубы должен плотно входить в другой

Распил длинного отрезка трубы
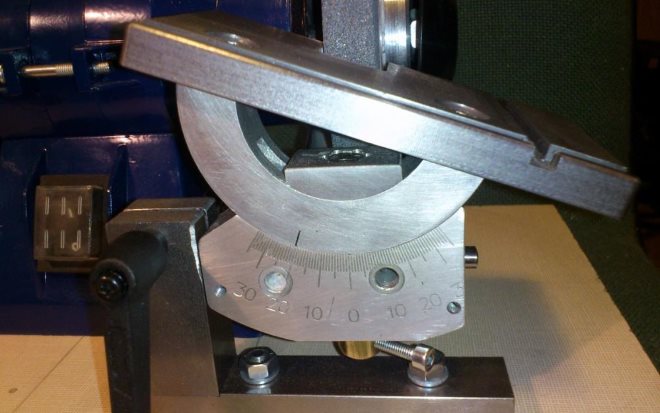
Шаг 5. На торце короткого отрезка болгаркой надо вырезать нишу под уклоном 7–12°, к ней в дальнейшем будет привариваться уголок 32 мм. Это стандартный параметр положения плоскости режущей кромки сверла. Работайте очень внимательно, для сверла по металлу каждый параметр имеет важное значение. От вышеуказанного завысит глубина резания. Конечно, на нее влияет не только угол, но и скорость вращения сверла и величина подачи патрона.

Вырезана ниша под уголок
Угол между двумя режущими плоскостями сверла должен быть ≈ 110°. Каждый материал имеет незначительные отличия, но большинство мастеров в быту пользуется одними сверлами и для алюминия, и для стали, и для пластика, и для дерева. На производстве это имеет значение, там большие нагрузки на сверла.

Угол между двумя режущими плоскостями сверла
Приварите к трубе уголок, следите, чтобы его не повело. Вначале делайте прихватки, а только после их остывания накладывайте основной сварочный шов.

Шаг 6. Короткую трубку дюймового диаметра разрежьте вдоль оси, сделайте зазор шириной примерно 5 мм. Мы выше уже упоминали, что она будет зажимать длинную трубку, находящуюся внутри и фиксировать в заданном положении.
Приступайте к изготовлению металлического хомута. Делается он в несколько этапов.
- Одну гайку приварите у кромки разреза. Чтобы металл не повредил резьбу, вкрутите болт и на него накрутите хотя бы еще одну гайку. Лучше закрыть всю резьбу.


Приварена пластинка и вторая гайка
Шаг 7. Изготовьте площадку под приспособление. Делается она из листового железа, размеры примерно 65×100 мм. Как мы уже упоминали, точные параметры не даются, они никакого значения не имеют. Площадка должна быть такой, чтобы приспособление без проблем размещалось у точила – это единственное требование.

Шаг 8. Примерно выставьте положение трубок на своем наждаке, сверло должно легко достать до точильного круга. Приварите хомут к площадке.
Важно. В связи с тем, что окружность трубы должна двигаться во время сжимания, небольшой по длине шов нужно накладывать только с противоположной вырезу стороны.
Проверьте функциональность механизма. Немного затяните болтик, угольник должен застопориться. Все в норме – продолжайте изготовление приспособления для заточки сверл.


Проверка положения сверла
Шаг 9. Подготовьте направляющую, к ней фиксируется сверло во время заточки. Направляющая – угольник 25 мм. Вначале следует установить зажимное устройство для сверла. Отрежьте от угольника кусочек длиной примерно 20 мм, просверлите в нем отверстие и приварите гайку.

Не забывайте, что во время приваривания гайки резьба должна защищаться вкрученным болтом. Приварите элемент к угольнику. Теперь наше устройство уже приобретает нормальный вид, сверло может фиксироваться в нужном положении и двигаться по прямой линии под выставленным углом по направлению к камню наждачного станка.

Готовое приспособление для фиксации сверла

Приспособление приварено к основной направляющей
Но для того чтобы плоскости режущих кромок располагались точно по центру сверла, надо сделать ограничитель хода. Его задача – контролировать длину спиливания с каждой стороны сверла. Еще один плюс такого устройства – уменьшается величина разового стачивания во время точения, что оказывает положительное влияние на длительность пользования инструментом. Ограничитель изготавливается в несколько этапов.

Снизу приварен ограничитель хода
- Сзади приварите гайку, в нее будет вкручиваться болт. Он устанавливает максимальную длину сверла.
- Сбоку уголка приварите еще одну гайку, вкрутите в нее болт. Именно он ограничивает длину спиливания сверла.

Как выглядит приспособление для заточки сверл
Как пользоваться приспособлением
- Струбцинами зафиксируйте приспособление на столе с наждаком. Контролируйте расстояние, оно должно позволять точить сверла.
- Отпустите зажимной хомут, установите сверло, найдите угол заточки. Выдумывать ничего не надо, медленно вращайте приспособлением до тех пор, пока плоскость сверла не будет плотно прилегать к камню.
- Затяните задний болт и закрутите контргайку.
- На боковом приспособлении выставьте зазор примерно миллиметр, затяните сверло.
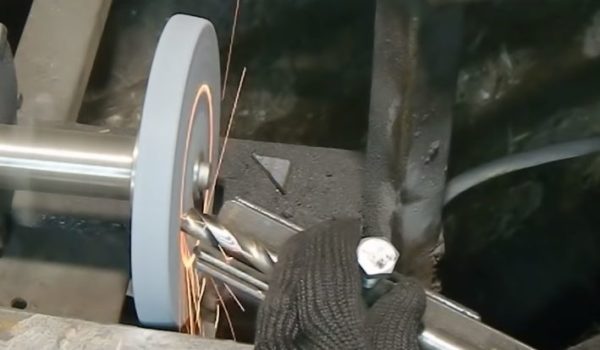

Инструмент правильно установлен, можно начинать точить. После того как одна кромка готова, освободите зажим. Поверните сверло на 180° и повторите все операции в указанной последовательности. Не трогайте только ограничительный болт, он должен позволять снимать такую же длину сверла, как и при первом заходе.

Проверка степени заточки

Ровное отверстие — показатель хорошего качества заточки сверла
Видео — Приспособление для заточки сверла на болгарке
За счет приспособления для заточки сверл можно существенно улучшить качество отверстий, исключить появление овала или больших шероховатостей. Кроме того, острыми сверлами легче работать, в разы увеличивается срок их эксплуатации. Такими сверлами без проблем делаются отверстия в довольно тонких заготовках. Все сверла перед изготовлением стола для фрезера также предварительно затачивались на самодельном оборудовании. А как изготавливался стол можно прочитать на страницах нашего сайта.
Источник