- Переделка струйного принтера для изготовления печатных плат
- Шаг 1. Разбираем принтер
- Шаг 2. Снимаем внутренние элементы принтера
- Шаг 3. Снятие платформы печатающей головки
- Шаг 4. Очистка печатающей головки
- Шаг 5. Установка платформы печатающей головки. Часть 1
- Шаг 6. Установка платформы печатающей головки. Часть 2
- Шаг 7. «Лифтинг» механизма очистки печатающей головки
- Шаг 8. Система подачи
- Шаг 9. Заполняем чернильный картридж
- Шаг 10. Тесты
- Шаг 11. Травление
- 3D-принтер из фанеры своими руками и его эволюция
- Как и зачем мы пришли к идее собрать 3D-принтер дома
- Процесс создания 3D-принтера
- Дополнительная информация:
- Как 3d-принтер запечатал
- Модернизация и исправление недочетов
- Эволюция нашего 3D-принтера и рождение СТЕР-2
- В заключение
- Что нам дал этот проект в конечном итоге?
Переделка струйного принтера для изготовления печатных плат
В последнее время я искал способы упростить изготовление печатных плат. Приблизительно с год назад я наткнулся на одну интересную страничку, где описывался процесс модификации струйного принтера Epson для печати на толстых материалах в т.ч. на медном текстолите. В статье описывалась доработка принтера Epson C84, однако у меня был принтер Epson C86, но т.к. механика принтеров Epson я думаю у всех схожая, то я решил попробовать сделать модернизацию своего принтера.
В данной статье я постараюсь максимально подробно, шаг за шагом, описать процесс модернизации принтера для печати на омедненном текстолите.
Необходимые материалы:
— ну естественно понадобится сам принтер Epson семейства С80.
— лист алюминиевого, либо стального материала
— скобы, болты, гайки, шайбы
— небольшой кусок фанеры
— эпоксидка или суперклей
— чернила (об этом позже)
Инструменты:
— шлифмашинка (Dremel и т.п.) с отрезным кругом (можно попробовать маленькой обезьяной)
— различные отвертки, ключи, шестигранники
— дрель
— термофен

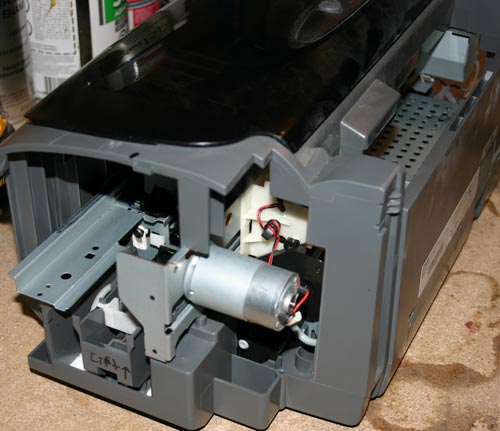
Шаг 1. Разбираем принтер
Первое, что я сделал — снял задний выходной лоток для бумаги. После этого надо снять передний лоток, боковые панели и затем основной корпус.
На фотографиях ниже приведен подробный процесс разборки принтера:


Шаг 2. Снимаем внутренние элементы принтера
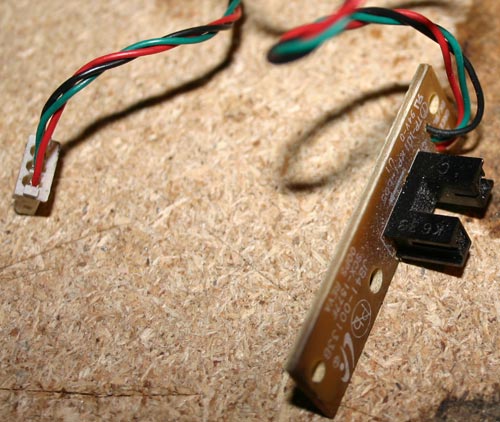
После того, как у принтера снят корпус, необходимо поснимать некоторые внутренние элементы принтера. Сначала, необходимо снять датчик подачи бумаги. В дальнейшем он нам понадобится, поэтому при снятии не повредите его.
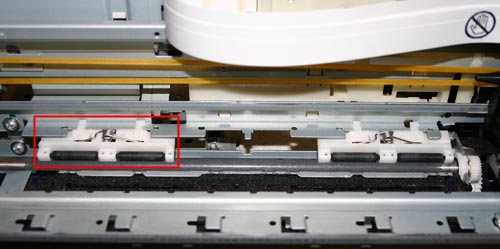
Затем, необходимо снять центральные прижимные ролики, т.к. они могут мешать при подаче печатной платы. В принципе боковые ролики тоже можно снять.
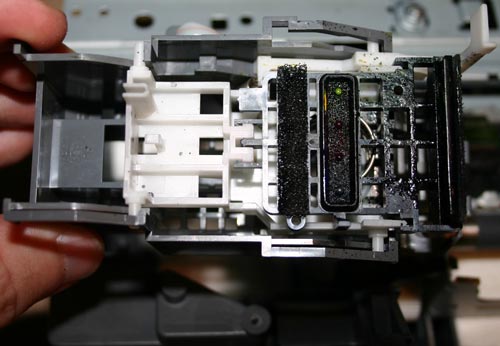
Ну и в конце, необходимо снять механизм очистки печатающей головки. Механизм держится на защелках и снимается очень просто, но при снятии, будьте очень осторожны, т.к. к нему подходят разные трубки.
Разборка принтера завершена. Теперь приступим к его «лифтингу».
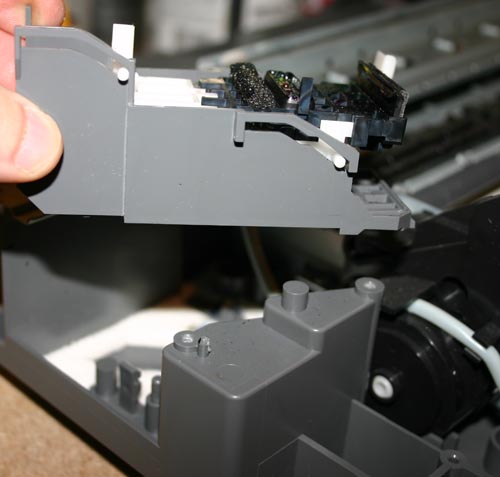
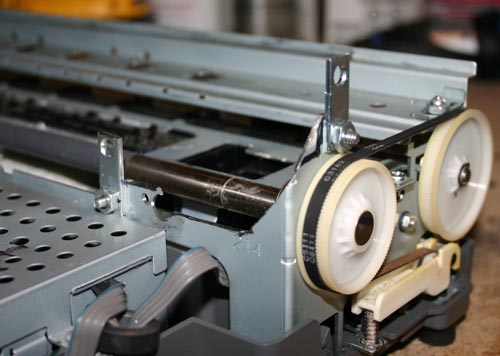
Шаг 3. Снятие платформы печатающей головки

Начинаем процесс модернизации принтера. Работа требует аккуратности и применения защитных средств (глаза нужно беречь!).
Для начала необходимо открутить рейку, которая прикручена двумя болтами (см. фото выше). Открутили? Откладываем ее в сторону, она нам еще пригодится.
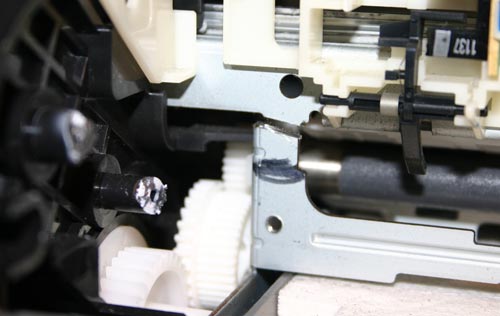
Теперь обратите внимание на 2 болта возле механизма очистки головки. Их также откручиваем. Однако, с левой стороны сделано немного по другому, там можно срезать крепления.
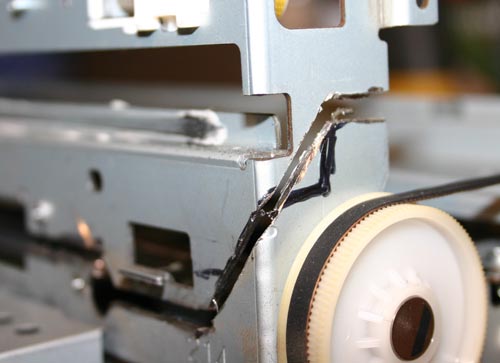
Чтобы снять всю платформу с головкой, сначала, все внимательно осмотрите и отметьте маркером те места, где надо будет резать метал. А потом аккуратно срежьте метал ручной шлифмашинкой (Dremel и т.п.)


Шаг 4. Очистка печатающей головки
Этот шаг является необязательным, но раз уж полностью разобрали принтер, то лучше сразу почистить печатающую головку. Тем более, что в этом нет ничего сложного. Для этой цели я использовал обычные ушные палочки и очиститель стекол.

Шаг 5. Установка платформы печатающей головки. Часть 1
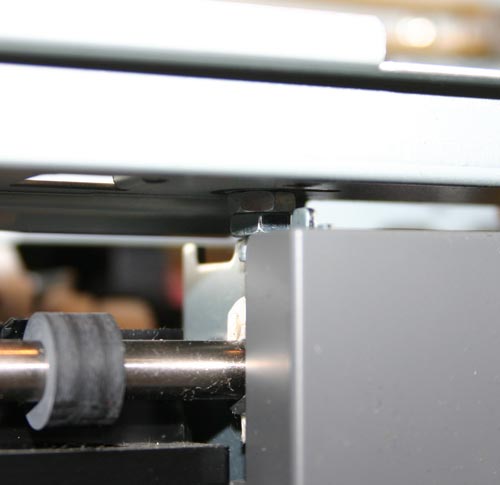
После того, как все разобрано и очищенно настало время собирать принтер с учетом необходимого зазора для печати на текстолите. Или как говорят джиперы «лифтинг» (т.е. подъем). Величина лифтинга полностью зависит от того материала, на котором вы собираетесь печатать. В своей модификации принтера я планировал использовать стальной податчик материала с прикрепленным на нем текстолитом. Толщина платформы для подачи материала (сталь) была 1.5 мм, толщина фольгированного текстолита, из которого я обычно делал платы составляла также 1.5 мм. Однако, я решил, что головка не должна сильно давить материал, и поэтому величину зазора я выбрал около 9 мм. Тем более, что иногда я печатаю на двухстороннем текстолите, который немного толще одностороннего.
Для того, чтобы мне легче было контролировать уровень подьема, я решил использовать шайбы и гайки, толщину которых я замерил штанген-циркулем. Также, я прикупил несколько длинных болтов и гайки для них. Я начал с фронтальной системы подачи.
Шаг 6. Установка платформы печатающей головки. Часть 2

Перед установкой платформы для печатающей головки, необходимо изготовить небольшие перемычки. Я сделал их из уголков, которые распилил на 2 части (см. фото выше). Можно конечно их сделать самому.


После, я разметил отверстия для сверления в принтере. Нижние отверстия разметить и просверлить очень просто. Затем, сразу же прикрутил кронштейны на их место.
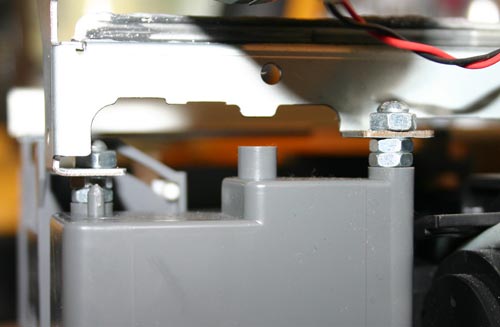
Следующим шагом необходимо разметить и просверлить верхние отверстия в платформе, это сделать несколько сложнее, т.к. все должно быть на одном уровне. Для этого, я подложил по паре гаек, в местах стыковки платформы с основой принтера. При помощи уровня, удостоверьтесь, что платформа стоит ровно. Отмечаем отверстия, сверлим и стягиваем болтами.
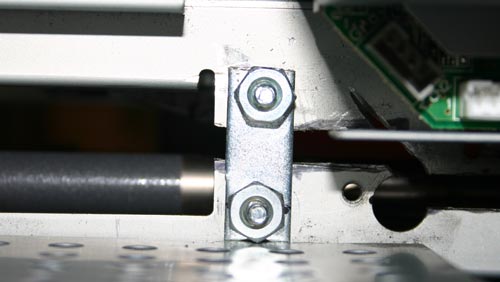
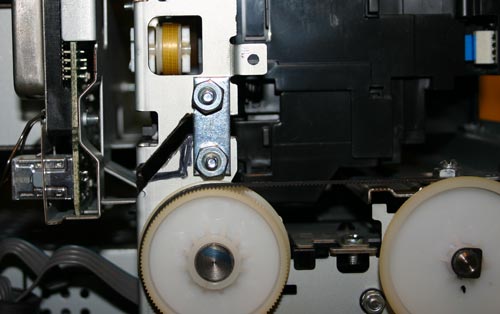
Шаг 7. «Лифтинг» механизма очистки печатающей головки
Когда принтер заканчивает печать, головка «паркуется» в механизм очистки головки, где происходит очистка дюз головки, для предотвращения их засыхания и засорения. Этот механизм также предстоит немного поднять.

Данный механизм я закрепил при помощи двух уголков (см. фото выше).
Шаг 8. Система подачи
На данной стадии рассмотрим процесс изготовления системы подачи и установку датчика подачи материала.

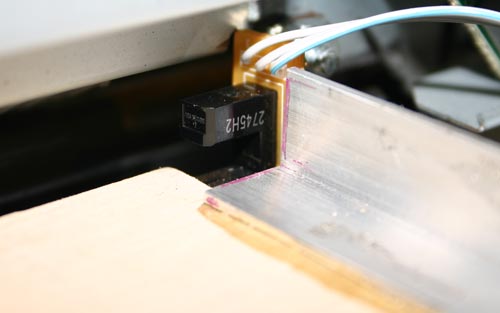
При разработке системы подачи первой проблемой была установка датчика подачи материала. Без данного датчика принтер не функционировал бы, но где и как его установить? Когда бумага проходит через принтер, то данный датчик сообщает контроллеру принтера, когда проходит начало бумаги и на основании этих данных принтер вычисляет точную позицию бумаги. Датчик подачи представляет из себя обычный фотосенсор с излучающим диодом. При прохождении бумаги (в нашем случае материала), луч в датчике прерывается.
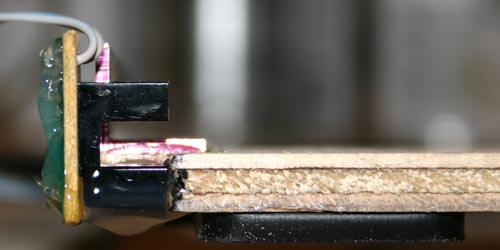
Для сенсора и системы подачи я решал сделать платформу из фанеры.

Как видно на фото выше, я склеил между собой несколько слоев фанеры для того, чтобы сделать подачу на одном уровне с принтером. В дальнем углу платформы я закрепил датчик подачи, через который будет проходить материал. В фанере, я сделал небольшой вырез, чтобы вставить датчик.

Следующей задачей встала необходимость сделать направляющие. Для этого я использовал алюминиевые уголки, которые приклеил к фанере. Важно, чтобы все углы были четко 90 градусов и направляющие были строго параллельны друг другу. В качестве материала подачи я использовал алюминиевый лист, на который будет ложиться и фиксироваться омедненный текстолит для печати.

Лист подачи материала я изготовил из алюминиевого листа. Размер листа я старался сделать приблизительно равным формату А4. Немного почитав в интернете по работе датчика подачи бумаги и принтера в целом, я выяснил, что для корректной работы принтера необходимо в листе подачи материала сделать в углу небольшой вырез, чтобы датчик срабатывал немного позднее чем начинали крутиться ролики подачи. Длина выреза составила около 90мм.

После того, как все сделано, на листе подачи я закрепил обычный лист бумаги, на компьютере установил все драйвера и сделал пробную печать на обычном листе.
Шаг 9. Заполняем чернильный картридж

Последняя часть модификации принтера посвящена чернилам. Обычные чернила от Epson не стойкие к химическим процессам, протекающим при травлении печатной платы. Поэтому необходимо специальные чернила, называются они Mis Pro yellow ink. Однако, данные чернила могут не подойти к другим принтерам (не Epson), т.к. там могут использоваться другие типы печатающих головок (в Epson используется пьезоэлектрическая печатающая головка). В интернет-магазине inksupply.com есть доставка в Россию.

Помимо чернил, я купил новые картриджи, хотя конечно можно использовать и старые, если хорошо их помыть. Естественно, для заправки картриджей понадобится еще обычный шприц. Также, я купил специальный девайс для обнуления картриджей принтера (синий на фото).
Шаг 10. Тесты
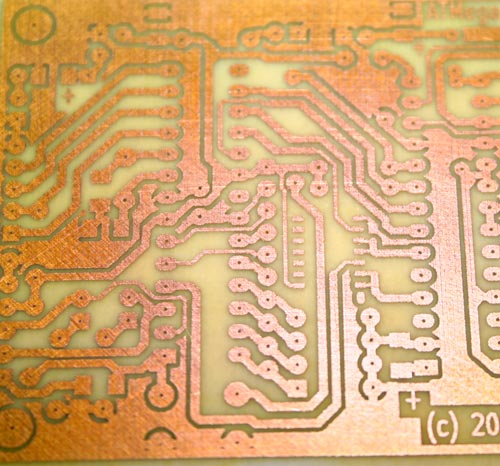
Теперь переходим к тестам печати. В программе проектирования Eagle, я сделал несколько заготовок для печати, с дорожками различной толщины.
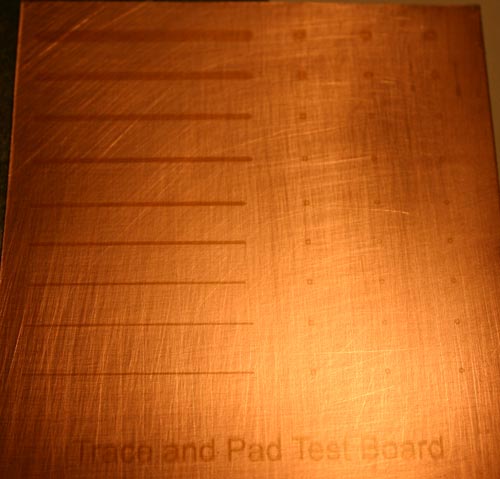
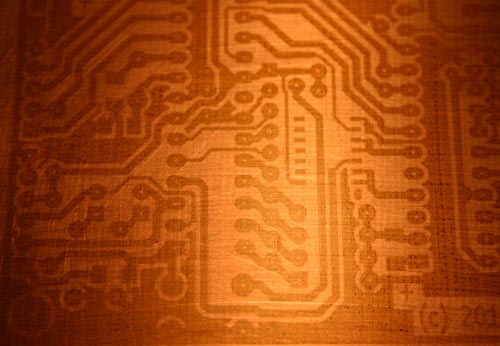
Качество печати вы можете оценить по фотографиям выше. А ниже представлено видео печати:
Шаг 11. Травление
Для травления плат, изготовленных данных способом, подходит только раствор хлорного железа. Другие методы травления (медный купорос, соляная кислота и т.п.) могут разъесть чернила Mis Pro yellow ink. При травлении хлорным железом, лучше нагревать печатную плату при помощи теплофена, это ускоряет процесс травления и т.о. меньше «сьедается» слой чернил.
Температура нагрева, пропорции и длительность травления подбираются опытным путем.
Источник
3D-принтер из фанеры своими руками и его эволюция
Хочу рассказать, как мы собрали 3д-принтер в домашних условиях, так сказать, из говна и палок. Это был школьный проект, который принес определенные плюшки в свое время.
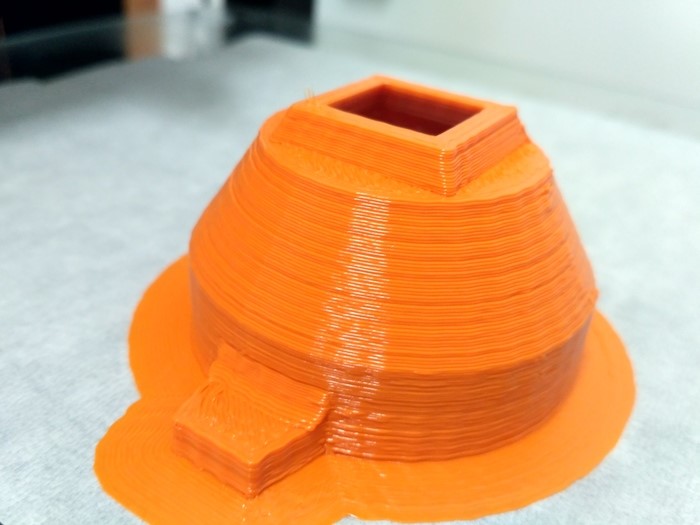
Забегая вперед, покажу, на что оказался способен наш домашний принтер уже после некоторой эволюции. Но обо всем по порядку.
 Модель реактивного двигателя на наших 3D-принтерах. Детали печатались и на версии 1, и на версии 2.
Модель реактивного двигателя на наших 3D-принтерах. Детали печатались и на версии 1, и на версии 2.
Как и зачем мы пришли к идее собрать 3D-принтер дома
Один хороший трудовик в школе обучал детей работе с деревом. В основном, это были разделочные доски и шкатулки. Изюминка изделий – декоративная резьба. Так вот, нашему трудовику удалось увлечь одного смышленого 9-классника моделированием в программе Компас 3D. А тот, в свою очередь, решил сделать благое дело – создать инструмент для печати в школе. Так родилась идея для исследовательской работы.
Перед нами стояла основная задача – создать 3D-принтер максимально дешево. В ход пошли подручные средства и запчасти от старой техники. Списанные принтеры были любезно предоставлены руководителем большой фирмы на безвозмездной основе (все же в наше время без знакомств и блата далеко не уйдешь). Кстати, благотворительность тоже еще не умерла – в процессе работы над проектом нашлись добрые люди, которые очень здорово помогли с нужным материалом, информацией и идеями.
P.S.: Наш проект не является коммерческим. Это чисто исследовательская работа, цель которой — ответить на вопрос: можно ли построить 3D-принтер, используя только простые бытовые инструменты, имеющиеся в наличии: электролобзик, бытовой лазерный принтер и минимум вложений. Принтер использовался как инструмент для дальнейших школьных проектов.
Процесс создания 3D-принтера
Наша работа была разделена на несколько этапов. Конструкция не раз переделывалась с целью улучшения качества печати, исправления ошибок, придания завершенного вида устройству. Этапы работы можно представить так:
Выбор кинематики (механизмы, приводящие в движение печатающую головку в пространстве по трем осям и экструдер, отвечающий за скорость, а также количество вдавливаемого пластика из печатающей головки ).
Выбор необходимой электроники.
Поиск нужных запчастей в недрах старой техники.
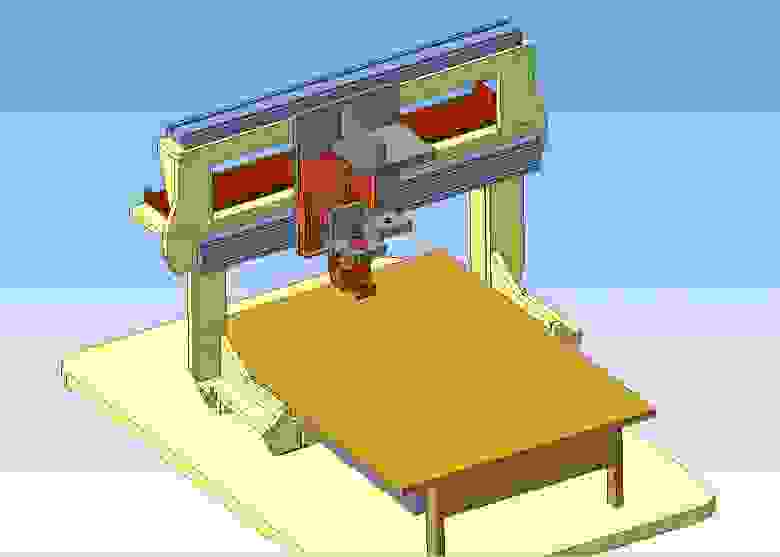
Разработка 3D-моделей и чертежей для принтера.
Сборка первой версии и тест (СТЕР-1).
Модернизация и сборка улучшенной версии №2 (СТЕР-2).
В целях экономии для осей Х и Y использовали мебельные направляющие. Размеры: 35х400 мм (ось X), 35х300 мм (ось Y). Они обеспечивают плавный ход кинематики и стоят недорого: около 70-80 р. за пару штук (в зависимости от размера).
 Мебельные направляющие 35*300 мм
Мебельные направляющие 35*300 мм
Для оси Z использована часть разобранного механизма от DVD-привода. Высота печати в связи с этим будет всего 4,5 см, но этого пока достаточно для печати подшипников скольжения из нейлона (будем использовать леску для триммера). В будущем ось Z переделаем на использование таких подшипников и увеличим высоту печати.
Необходимую электронику заказали на Алиэкспресс. Нам потребовались:
плата Ардуино Mega 2560 (плата);
драйверы шаговых двигателей drv8825;
экструдер в сборе e3d V6.
Разобрали списанную технику и добыли нужные двигатели, подшипники, каретки и другие детали.
 сбор запчастей для принтера
сбор запчастей для принтера
Основные части устройства и стол решили делать из фанеры. Во-первых, есть хороший опыт работы с ней. Во-вторых, обходится недорого. Детали для 3D-принтера моделировали в Компас 3D. Чертежи распечатали на листах, перевели на фанеру, вырезали. Чтобы точнее переносить чертежи, использовали ЛУТ-метод (лазерно-утюжная технология), который применяется, в основном, при травлении плат.
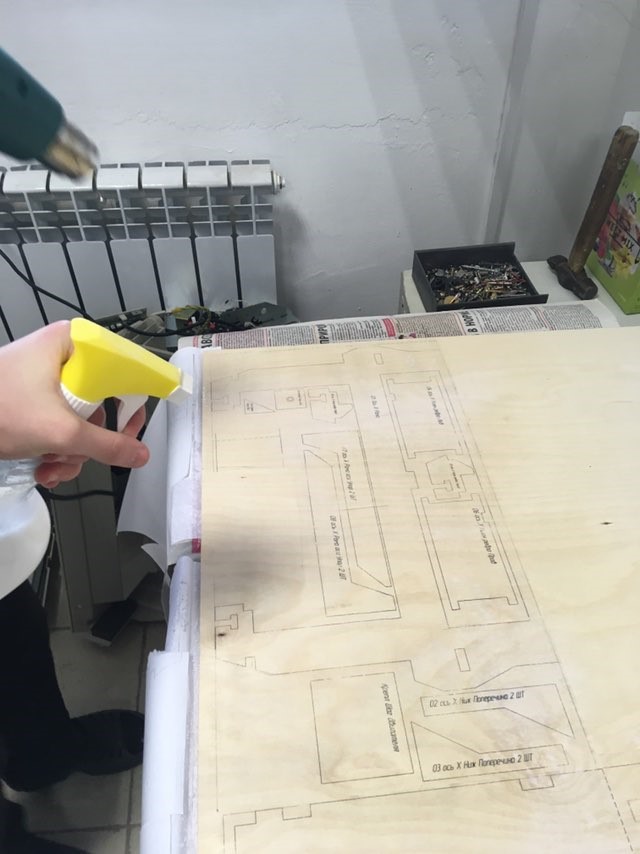 Процесс переноса чертежей на фанеру
Процесс переноса чертежей на фанеру
Далее был изготовлен временный боуден (устройство для подачи пластикового прутка). Для этого пришлось переделать двигатель по инструкциям в интернете. Также для него взяли латуневую шестеренку и сточили зубцы. Позже деталь была заменена на заводскую.
Собрали электронику. Прошили управляющую программу Marlin в плату, настроили прошивку. Прошивал с помощью Arduino IDE 1.8.7.
Крепление для экструдера изготовили также из фанеры.
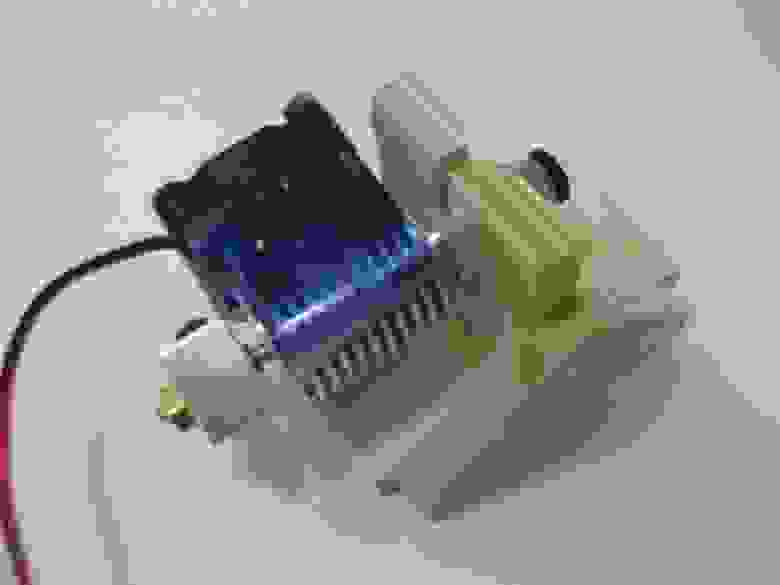 Готовый экструдер в сборе перед покраской
Готовый экструдер в сборе перед покраской
Дополнительная информация:
Кинематика аналогична конструкции, которую применяют в ЧПУ, с неподвижным столом. Переделана из старых струйников HP (X, Y).
Концевики у нас самодельные – из кнопок от старых приводов CD/DVD (для осей X, Y).
Проводка выполнена из двух кабелей: VGA кабель от монитора и витой пары (фирменный патч-корд, новый). Витая пара использовалась для подключения двигателя по оси Х и концевиков по этой же оси.
Для оси Z использовали механические контактные из лазерного принтера. Вначале стояла временная каретка от DVD-привода, потом замоделировали и распечатали пластиком. Высота печати увеличилась с 4 см до 11 см.
На первоначальных этапах 3D-принтер выжрал бюджет в 4500 руб и выглядел так:
 Принтер печатает, но с высотой в 4 см
Принтер печатает, но с высотой в 4 см  Конечный модернизированный вариант принтера с высотой печати 11 см
Конечный модернизированный вариант принтера с высотой печати 11 см
Как 3d-принтер запечатал
В промежуточной версии наш принтер заработал с областью печати 15х18х4 см (ширина*длина*высота). Всего 4 см по высоте. Это потому, что мы использовали каретку от DVD-привода для оси Z. В дальнейшем лишнее убрали и добавили небольшую платформу для крепления экструдера.
Ну и, конечно, фото первой распечатанной модели. Это еще было на первой версии боудена, двигатель не справлялся с леской (слишком скользкая, все-таки нейлон). Сейчас уже все нормально.
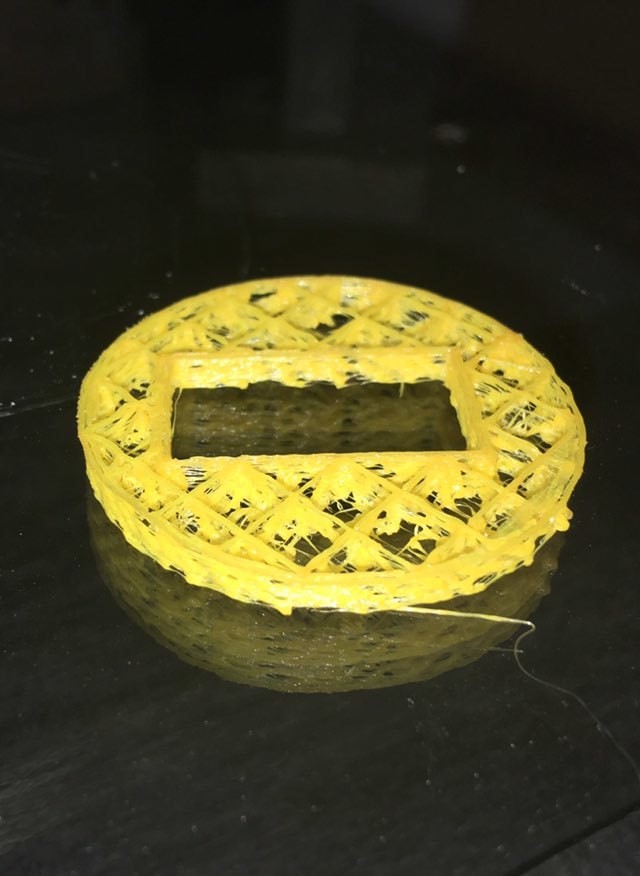 Печать производилась на холодном стекле, сверху попшикали лаком для волос.
Печать производилась на холодном стекле, сверху попшикали лаком для волос.
Для пробы также напечатали часть светильника (литофания)
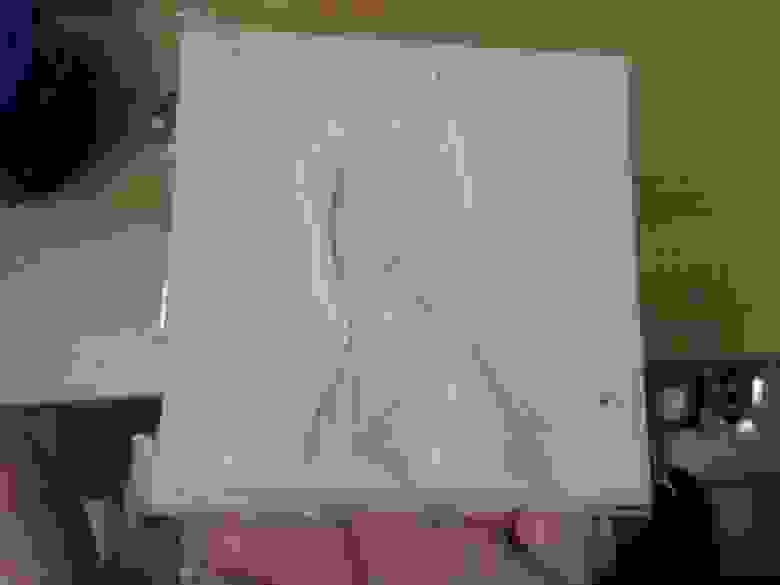 пластик без подсветки
пластик без подсветки 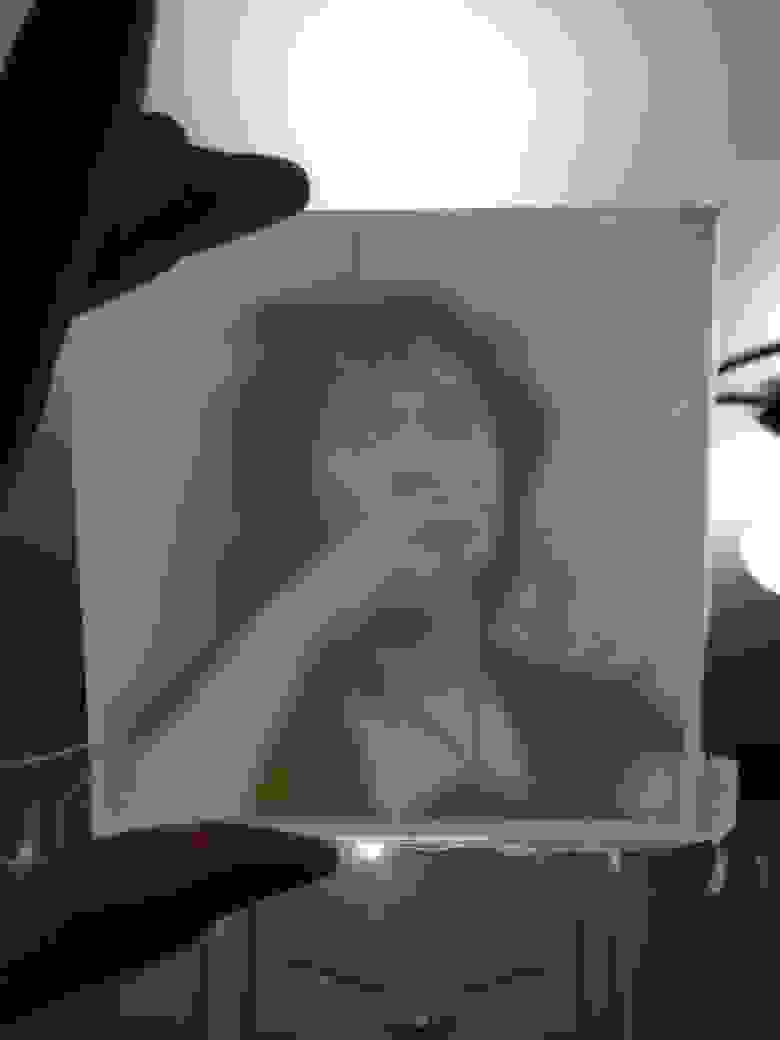 черно-белое фото при подсвечивании
черно-белое фото при подсвечивании
Поясню для тех, кто вдруг не знает: литофания – это эффект изображения, который виден при подсвечивании. Достигается за счет разности толщины печати – чем толще участок, тем темнее на просвете. С виду выглядит, как невзрачный кусок пластика с контурами изображения, а при подсвечивании проявляется черно-белая картинка.
Модернизация и исправление недочетов
Все подробности описать в одном посте сложно, поэтому скажу об основных этапах и проблемах, которые возникали. Первая версия принтера СТЕР-1 была модернизирована следующим образом:
1. Боуден был заменен, так как работал некорректно. Заказали на Алиэкспресс стальную шестерню подачи пластика. После этого экструдер заработал нормально.
На данном этапе принтер стабильно печатал подшипники скольжения слоем 0,2 мм.
 Параметры: слой 0.2, сопло 0.3 мм, 240 гр, скорость 30, откат отключен. Рыболовная леска 1.5 мм (44 руб за 50 м).
Параметры: слой 0.2, сопло 0.3 мм, 240 гр, скорость 30, откат отключен. Рыболовная леска 1.5 мм (44 руб за 50 м).
2. В дальнейшем уже распечатали смоделированные детали для новой оси Z. После этого высота печати должна стать 11 см.
3. Потом добавили обдув. Систему деталей печатали на нашем же принтере СТЕР-1.
 Часть воздуховода
Часть воздуховода
4. Промучились с кинематикой около недели (возникали проблемы) и добились новых результатов. Тестовая печать:
 Гибкий кабель-канал для проводов нашего принтера. Сопло 0.3, слой 0.1, время печати 5 часов.
Гибкий кабель-канал для проводов нашего принтера. Сопло 0.3, слой 0.1, время печати 5 часов.
5. Сделали новый стол, так как было решено переделать систему регулировки.
6. Построили новую ось Z. Распечатали замоделированные детали пластиком PLA. Покрасили, собрали на строительной шпильке, установили. Высота печати на данном этапе была 40 мм.
7. В дальнейшем модернизировали ось Х. Замоделили и распечатали портал оси Х. На этом этапе возникла проблема – были допущены ошибки в расчетах. Пришлось перепечатывать крепление двигателя оси Х из-за смещения ремня.
Все заработало. На этом можно сказать модернизация закончилась.
Эволюция нашего 3D-принтера и рождение СТЕР-2
Мы уже было разрабатывали идеи для переделки кинематики с целью улучшения качества печати нашего принтера СТЕР-1, как на голову свалился неожиданный подарок. Я познакомился с директором фирмы по разработке и продаже 3D-принтеров. Вдохновившись нашей работой и благими целями, он подарил нам целых два корпуса ZAV и 700 гр. пластика.
Тут начался новый этап нашего развития, и родился новый усовершенствованный принтер СТЕР-2. Мы разработали новую конструкцию на подшипниках (так дешевле). В ход пошли остатки деталей от той самой старой техники, но необходимые детали уже распечатывались на полноценном 3D-принтере, а не на школьном. Имея за плечами хороший опыт и вложив около 7000 рублей в электронику, рельсы, пустив в ход призовой (об этом позже) и подаренный пластик, всего за 1,5 месяца мы создали СТЕР-2.
Собрали начинку, которая отлично вжилась в подаренный корпус.
 Для проекта СТЕР-2 использован синий корпус
Для проекта СТЕР-2 использован синий корпус
Установили нагревательный стол и сделали калибровку потока на принтере. Перекрасили корпус в черный цвет.
На данном этапе был начат новый проект: изготовили модель реактивного двигателя для олимпиады. Так как времени было немного, распечатку деталей разделили аж на 4 принтера, чтобы все успеть. Без дела не стоял даже СТЕР-1 из фанеры.
 новый проект для школьной олимпиады
новый проект для школьной олимпиады
После этого уже доводили до совершенства внешний вид принтера СТЕР-2:
поставили дверцу, а также распечатали и установили ручку;
для дисплея замоделили и распечатали кожух;
сделали купол в 3D-принтере;
распечатали 4 ножки и установили их;
распечатали крепления для концевиков;
распечатали надписи и корзину для инструментов.
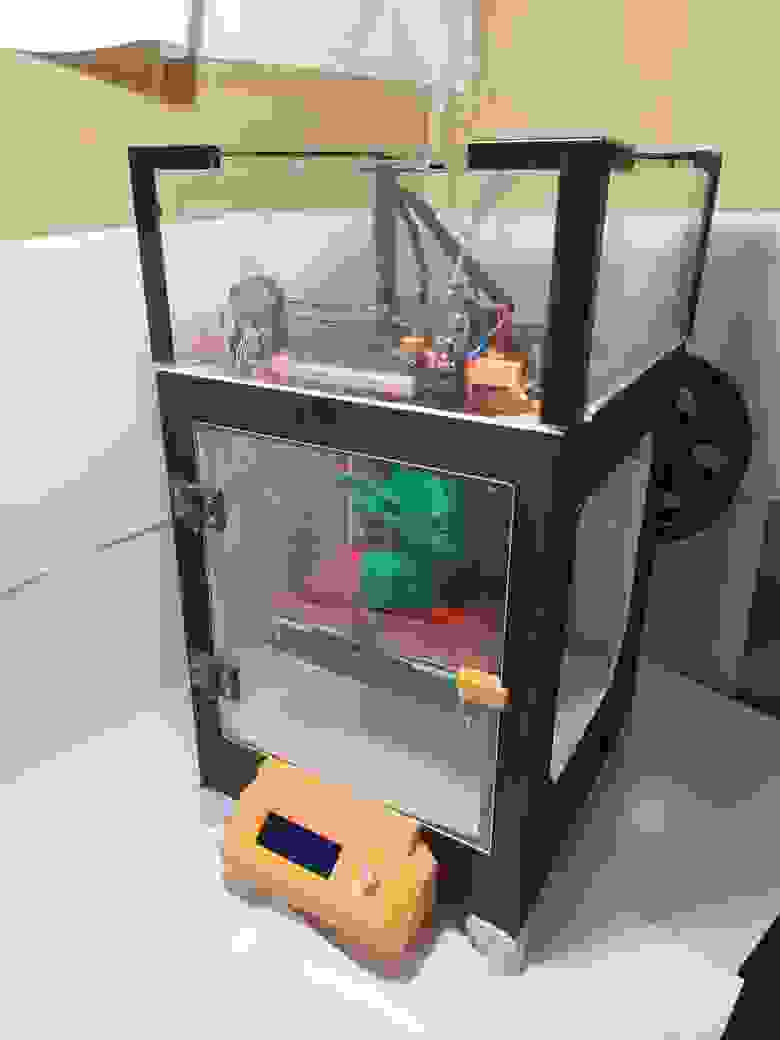 Общий вид принтера
Общий вид принтера  Завершенный вид 3D-принтера
Завершенный вид 3D-принтера
Напомню, что первая версия СТЕР-1 выглядела так:
 Фото нашего 3D-принтера на школьной городской олимпиаде
Фото нашего 3D-принтера на школьной городской олимпиаде
В заключение
Много времени уже прошло с момента разработки и создания нашего принтера СТЕР-1. Свою функцию и предназначение он выполняет – на данный момент находится в ведении школьного трудовика и приносит пользу. Печатает он вполне сносно. Например, вот корпус для усилителя, напечатанный на СТЕР-1, который был собран из фанеры и старых запчастей.
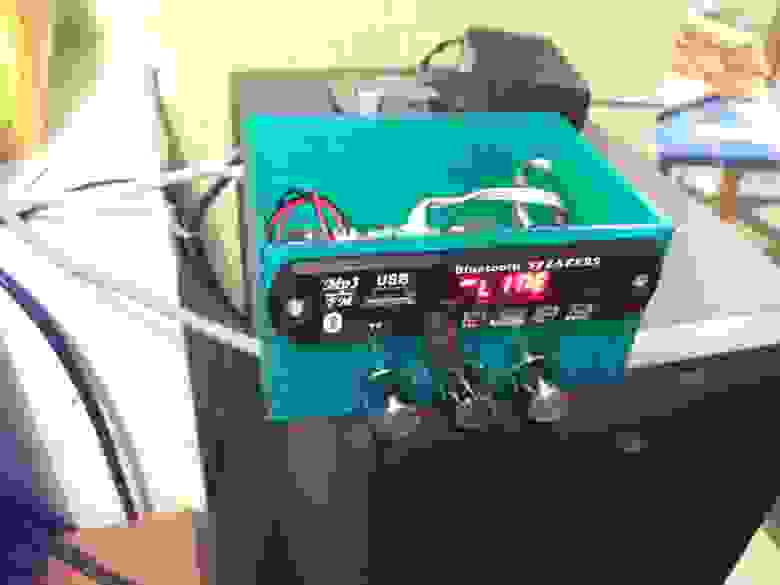 Корпус для усилителя с MP-3плеером (стоит у меня дома)
Корпус для усилителя с MP-3плеером (стоит у меня дома)
Что нам дал этот проект в конечном итоге?
Наш школьный проект СТЕР-1 был успешно защищен на городской олимпиаде и прошел на республиканский этап.
Мы выиграли в конкурсе на 3dtoday в номинации “Самодельный 3D-принтер” и получили приз в виде 5 катушек пластика, которые нам очень пригодились для дальнейших работ.
На основе полученного опыта мы быстро собрали второй принтер СТЕР-2 с лучшим качеством печати. Корпус и пластик были подарены фирмой, которая оценила и поощрила наш труд.
Мы выполнили еще один школьный проект для олимпиады (модель реактивного двигателя).
 призовой пластик
призовой пластик
Надеюсь, что наш опыт пригодится другим людям. Возможно, для создания собственного принтера или как идея для исследовательской работы в старших классах. Если будут вопросы, задавайте — ответим, уточним, подскажем.
Бюджет на СТЕР-1: в общей сложности до 6000 руб.
Время изготовления: примерно 3 месяца.
Бюджет на СТЕР 2: около 7000 руб.
Время изготовления: примерно 1,5 месяца.
На данный момент было решено СТЕР-2 разобрать и на его основе собрать новый 3D-принтер Uni для домашней печати нашему уже 11-класснику.
Источник