- roboforum.ru
- Сварочный робот
- Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Re: Сварочный робот
- Дешевый и полнофункциональный робот-манипулятор своими руками
- Конкурентные решения на рынке
- Что же нам нужно купить?
- Сборка
- Делаем 3D модель
- А что с реальной рукой?
- Как подвигать наш манипулятор?
- Сварочный робот своими руками
- Суть и применение роботизированной сварки
- Устройство сварочных роботов
- Преимущества и недостатки
- Разновидности сварочных роботов
- Настройка оборудования
- Размещение роботизированного сварочного комплекса
- Содержание
- Как работает сварочный робот
- Виды сварочных роботов
- Лазерные
- Дуговые
- Точечные
- Газовые
- Плазменные
- Реальные примеры использования сварочных роботов
- Мост, изготовленный с помощью сварочных роботов и 3D-печати
- Велосипед, напечатанный на 3D-принтере
- Мини-робот от Kuka — один из самых маленьких и производительных аппаратов для автоматической сварки
- Hyundai использует сварочных роботов в производстве кораблей
- Рекомендуемое оборудование
- Перспектива
- Будущее автоматизированной сварки
roboforum.ru
Технический форум по робототехнике.
- Список форумов‹Мастерская‹Идеи
- Изменить размер шрифта
- Версия для печати
- FAQ
- Регистрация
- Вход
Сварочный робот
Сварочный робот
Jevgenij » 27 апр 2014, 02:04
Re: Сварочный робот
esisl » 28 апр 2014, 12:38
Re: Сварочный робот
Aseris » 28 апр 2014, 18:11
Ет скорее в институт сварки обращатся, там проблема основная не в перемещении а в качестве шва. Есть подобное в автомобилестроении на конвеерах. также гдето на форуме разработка какогото института проскакивала про робота/ЧПУ сварщика сложных конструкций.
Так толком и непонял что свариваем из описания, если листовой метал — копать в сторону контактная сварка
Re: Сварочный робот
esisl » 28 апр 2014, 18:22
Re: Сварочный робот
Jevgenij » 29 апр 2014, 01:31
Немного «разверну» тех задание: Работать надо с металом от 5-15 мм, основные типы сварочных соединений 1. нижнее горизонтальное 2. и с верху вниз вертикальное. Все швы прямые, а главный фокус в том что варить их надо без отрыва  макс. длинна шва 3 метра, допускается 1 старт\стоп (отрыв). К концу недели выложу Фото первой версии с образцами сваренного шва. Далее ищу людей которые могут проконсультировать и подсказать совет дельный по постройке более умного устройста (чпу). В перфектном варианте построить бы манипулятор
макс. длинна шва 3 метра, допускается 1 старт\стоп (отрыв). К концу недели выложу Фото первой версии с образцами сваренного шва. Далее ищу людей которые могут проконсультировать и подсказать совет дельный по постройке более умного устройста (чпу). В перфектном варианте построить бы манипулятор  . Может кто что-то похожее строил, расскажите про «грабли».
. Может кто что-то похожее строил, расскажите про «грабли».
П.с. точечная сварка не вариант.
Re: Сварочный робот
Duhas » 29 апр 2014, 06:43
Re: Сварочный робот
esisl » 29 апр 2014, 16:05
Re: Сварочный робот
Aseris » 29 апр 2014, 18:57
Для начала, советую описать требования к движению сварочной «головы», скорости, вес, как крепится заготовка или сварочный робот к ней.
Начало конец сварки, как это с точки зрения движения и нагрузок выглядит, в процесе описяния половина проекта прояснится.
Re: Сварочный робот
Jevgenij » 30 апр 2014, 01:40
Проект личный, но в разумных пределах могу поблагодорить.
Требования к движению сварочной головы. хм как-то не замерял но от себя могу сказать я могу проварить 1 метр за мин 2-3, ну а для робота было-бы неплохо 1 за 1-3 минуты можно медленнее, но по скорости особых претензий нет. По поводу позиционирования робота лутше всего его подтаскивать к детали поскольку 5-6 тонные кострукции зажимать в роботе бабла у меня не хватит, а так на тачечке: подкатил, зафиксировал, по уровню выставил и т.д. И вари себе. Ну как-то так. Движение строго по прямой от точки «А» до «Б» вне зависимости от положения точек в пространстве с возможностью развода круговыми, восьмёркаобразными или игольчатыми движениями.
Re: Сварочный робот
Duhas » 30 апр 2014, 06:07
я о том, что если вам нужен робот типа KUKA и т.д. могу дать контакты )
а если собирать самостоятельно — уйдет прилично денег/времени. может получиться что дешевле купить ) максимально упростите ТЗ, чтобы все «сложные» кинематически операции выполнял человек.
детектировать стык можно камерой вполне, в частности я думаю и кинектом можно попробовать. шов на сколько я помню контролируется с помощью сварочного тока..
Re: Сварочный робот
AlexKit » 30 апр 2014, 18:22
Re: Сварочный робот
Aseris » 30 апр 2014, 18:58
Сразу вопрос. Движение 2д+подход-отрыв или деталь типа «фигуристая дева» где 3д нада?
Точность перемещений 0.1мм, 1мм, 10мм?
По движению. вес головы (незабываем про кабеля и прочее что механизму таскать)?
В идеале фото того что варить будем, чтоб увидить сложность движений
Может выйти что KUKA(промышленный манипулятор) оптимальный вариант с точки зрения затрат и гемороя в процесе разработки.
Re: Сварочный робот
Jevgenij » 01 май 2014, 00:41
Так общий курс понятен. Спасибо за внимание. Давайте по порядку, манипулятор пока отложим (это так сказать пока только мечта) К воскресению доберусь до гаража сфотографирую свой первый вариант недоробота т.к. этот девайс работает только лиш по одной оси, да и с подающим механизмом тоже не всё хорошо я решил оснастить его шаговыми движками и добавить минимум ещё 1 ось для больших возможностей управления. Пока это очень примитивная монорельсовая конструкция работющая исключительно по прямой. В процессе разработки вашими знаниями и моим альтруизмом надеюсь доведём до ума.
Задачи. 1 привентить шаговые двигатели
2 добавить ещё одну ось лутше 2.
3 касаемо движения головы пока сделам 2д + отрыв, а птом глянем
4 разобраться с управлением ( сделать что-то вроде пульта или джойстика )
5 нажраться в хлам на церемонии присвоения статуса робота. 
П.с. Заранее благодарю всех учавствующих в проэкте, подождите до воскресения скину фотки Бета версии.
Re: Сварочный робот
Jevgenij » 05 май 2014, 21:55
Наконец пришёл комплект разработчика . и выкладываю фото недоробота.
Хочу пределать привод каретки (воткнуть шаговик) ну и переделать консоль держателя и воткнуть ещё один шаговик, ну и подумать на счёт третьей оси. Ваши коменты плизз.
Добавлено спустя 2 часа 21 минуту 28 секунд:
эксперимент прошёл на отлично ! Моторы работают, подключение удалось. теперь вопрос как ими управлять в разрезе работы робота .
Re: Сварочный робот
esisl » 06 май 2014, 11:06
Источник
Дешевый и полнофункциональный робот-манипулятор своими руками
Сразу оговоримся, что совсем дешево делать не будем, т.к. не хочется убивать нервные клетки, делая доморощенные энкодеры для моторчиков + хочется упростить создание 3D модели, которая нужна для управления через ROS (ссылка на готовую модель – ниже в статье).
На момент написания статьи ориентировочная конечная стоимость изделия составляет
70 000 руб. Если у вас есть 3D принтер, то можно смело вычесть из нее 20 000 руб. Если принтера нет, то его появление станет приятным бонусом. Все расходы я буду описывать исходя из того, что у нас нет ничего, кроме денег.
Как выглядит результат:

Также нужно отметить, что для программирования руки нам понадобится компьютер с установленными ОС Linux (я использую Ubuntu 18.04) и фреймворком ROS (я использую Melodic).
Может возникнуть вопрос «почему 70К рублей – это дешево?»
Отвечаю. Изначально я не хотел заморачиваться с созданием роборуки и думал просто купить что-нибудь простенькое, но достаточно функциональное в сборе.
Что являлось для меня критериями функциональности и минимальной допустимой простотой (т.е. почему НЕ подойдут манипуляторы с алиэкспресса) – можно обсудить в комментариях, чтобы не грузить тех, кому это очевидно и/или не интересно.
Конкурентные решения на рынке
Опишу, однако, кратко примеры того, что я рассматривал на рынке:
1) top3dshop.ru/robots/manipulators/dobot-magician-basic.html
176 000 руб. DOBOT можно купить не только в этом магазине, но обычно он стоит еще больше. Наверняка есть шанс найти его где-нибудь дешевле, но все равно это будет сильно дороже, чем 70 000 руб.
2) robotbaza.ru/product/robot-manipulyator-widowx-robotic-arm-mark-ii
280 000 руб. Еще дороже. Вообще, манипуляторы от TossenRobotics прямо у производителя стоят супервменяемых денег. Вот только доставку в Россию (а я-то именно тут) из их магазина не заказать.
Забегая немного вперед скажу, что делать мы будем копию робо-руки PhantomX Pincher Robot Arm Kit Mark II, которая производится именно компанией TossenRobotics.
Итого, видим, что 70 000 руб – это совсем не так дорого.
Что же нам нужно купить?
Все цены привожу на момент написания статьи (июль 2020 года):
1) 6 моторчиков DYNAMIXEL AX-12A

Я покупал по цене 7200 руб за 1 штуку, но, кажется, можно найти и за 6000 при большом желании. Будем считать, что вам не повезет и вы тоже купите за 7200.
Суммарная стоимость: 43 200 руб
Подойдет любой простенький, можно уложиться в 20 000 руб.
3) Arduino Uno + Power Shield

4) Опционально (но я очень рекомендую): Лабораторный источник питания

Сборка
Отлично! Мы закупили все, что нам нужно (вероятно, дольше всего ждали доставки моторчиков, мне их везли больше месяца).
1) Напечатаем детали для манипулятора на 3D принтере.
Качаем STL файлы отсюда
2) Собираем воедино с моторчиками. Проблем со сборкой быть не должно, но если они вдруг появятся, можно воспользоваться вот этой инструкцией
Делаем 3D модель
Класс! Рука у нас есть, но ведь ей же нужно как-то управлять. Хочется максимально использовать достижения человечества, поэтому установим себе ROS.
Для того, чтобы полноценно работать с манипулятором в ROS – нужно сделать его URDF модель. Она будет нам необходима для того, чтобы управлять робо-рукой с помощью пакета MoveIT!
На момент написания статьи последняя стабильная сборка доступна для Melodic/Ubuntu 18.04, чем и объясняется мой выбор версии системы и фреймворка в начале статьи.
Построение URDF модели – довольно трудоемкая (и, на мой взгляд, самая скучная) часть данного проекта. Нужно немного допилить напильником stl модели компонентов и соединить их воедино в XML-образном файле, вручную подбирая правильные коэффициенты смещения деталей друг относительно друга.
Кто хочет – может проделать работу самостоятельно, всем остальным поберегу нервы и просто дам ссылку на свой готовый файл:
В данной модели пока нет захватывающего устройства, однако, до того момента, чтобы захватывать предметы в реальном мире нам еще далеко. Для остальных задач этой модели более чем достаточно.
Выглядит модель вот так:
Из полученного URDF файла мы сделаем конфиг MoveIT!, который позволит нам моделировать движения манипулятора и отправлять управляющие команды на реальную робо-руку.
Для создания конфига есть отличный туториал (ссылка)
Тут я могу опять сэкономить время и предоставить свой конфиг. Лежит он вот тут:
Можно скачать конфиг с гитхаба и запустить следующей командой:
Примерно так можно будет управлять нашей реальной робо-рукой через rviz, когда мы подключим ее к ROS:
А что с реальной рукой?
Переместимся из мира 3D моделей в суровую реальность. У нас есть собранный ранее манипулятор. Хотелось бы его как-то подвигать. Сделаем это с помощью Arduino UNO и Power Shield.
Подключим первый моторчик манипулятора (который снизу) к Power Shield’у и блоку питания следующим образом:
Да, data pin моторчика мы соединим сразу с 3 и 4 выводом Arduino. Пытливый читатель мануала Dynamixel (вот он) сразу заметит, что связь с внешним миром у моторчика организована по Half Duplex Asynchronous Serial Communication, а это означает, что data pin используется сразу и для получения команд и для ответа.
По умолчанию, на аппаратном уровне Arduino умеет работать только с Full Duplex UART. Эту проблему можно обойти, используя Soft Serial библиотеку, что мы и сделаем. Именно использование Half Duplex режима объясняет подключение data pin мотора к 3 и 4 выводам шилда одновременно.
Помимо полудуплексного обмена работа с Dynamixel через Arduino имеет еще пару занимательных моментов, которые могут быть не совсем очевидны с самого начала. Сведем их все воедино.
Как подвигать наш манипулятор?
1) Сначала скачаем нужную библиотеку. Она называется ardyno и ее можно получить через Arduino Library Manager, либо тут (ссылка)
2) По умолчанию Dynamixel AX-12A хотят работать с baud rate = 1000000. Однако Software Serial Interface не потянет такую скорость, поэтому baud rate стоит снизить до 57600. Таким образом, начало файла с вашей программой будет выглядеть примерно вот так:
3) Все наши моторчики соединены друг с другом последовательно. Значит, чтобы обращаться к каждому из них — нужно знать его ID? Это действительно так, объект DynamixelMotor при инициализации получает два параметра: interface (одинаков для всех, его мы задали в предыдущем пункте) и id (должен быть у всех разный, иначе поведение будет у манипулятора весьма странное)
Id каждому моторчику придется задать вручную. Кажется, что будучи соединенными последовательно, они могли бы и сами рассчитаться по номерам от 1 до 6, но этого не предусмотрено. Поэтому нужно каждый моторчик отдельно подключить к Arduino (отключив от остальных) и выполнить следующую программу:
Изначально все моторчики имеют именно поэтому мы и указываем вверху
NEW_ID для каждого моторчика нужно заменить на число от 1 до 6 (да, ок, первый моторчик можно не трогать). Нумеруем их в порядке от нижнего к верхнему.
Ура! у нас есть полноценный манипулятор, который мы можем двигать, а также имеется 3D модель к нему. Можно брать ROS и программировать любые крутые штуки. Но это уже рассказ для отдельной статьи (и не одной). Данное же повествование подошло к концу, спасибо за внимание!
Источник
Сварочный робот своими руками
Роботизированная сварка – это разновидность автоматизированного процесса, характеризующаяся высокой точностью. Программируемые роботы заменяют сварщиков, увеличивают производительность работ в десятки раз. Сварочный робот – обязательная часть конвейерного производства, где есть сварочные операции. Например, при сборке машин, бытовой техники, оборудования.
Суть и применение роботизированной сварки
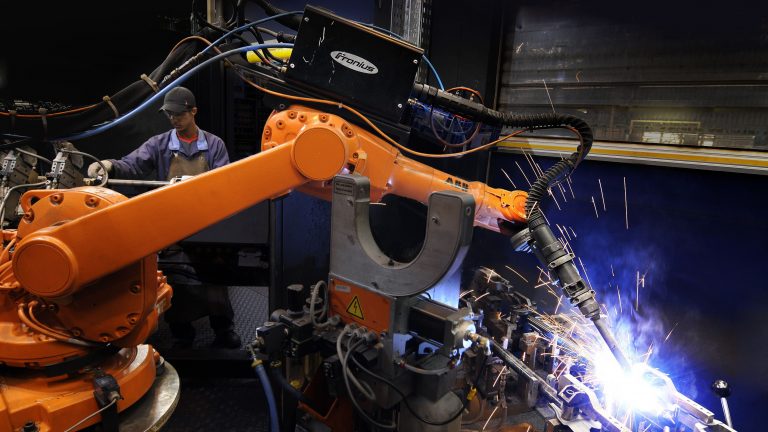
Роботы выполняют работы по сварке на протяжении многих часов. Им не нужны перерывы на обед. Некоторые модели работают при перебоях напряжения, просадке сети. Роботизированная сварка эффективна при больших объемах. Роботы перед сварочной операцией правильно позиционируют детали, устанавливают их с необходимым зазором. Рукой-манипулятором они делают это гораздо точнее, чем человек. Шов получается ровнее. Размер детали не имеет значения для роботизированной сварки, «руку» можно настроить на любое расстояние.
С помощью роботов металл сваривают и режут, чаще используют точечную, электродуговую, аргоновую сварку, допустимо формирование сварного соединения с использованием флюса. Манипуляторы создают равномерный шовный валик, механизация исключает человеческий фактор, не нужно следить за ванной расплава, дуга в несколько миллиметров поддерживается в автоматическом режиме. На прокладку не влияет позиция захвата заготовок, отклонение захвата не превышает 5 мм.
Сварочные роботы применят при сборке машин, бытовой техники, оборудования. Очень часто с их помощью не только сваривают, но и режут металл.
Устройство сварочных роботов
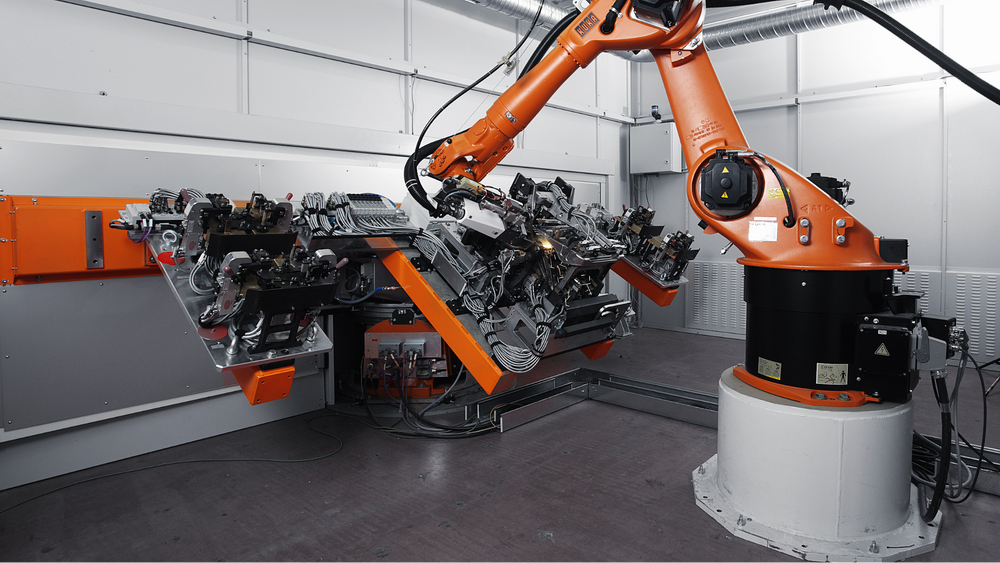
Автоматизированное устройство – это аппарат, установленный на прочную основу с шарнирным поворотным механизмом. Корпус свободно вращается вокруг оси. Робот для сварки оснащен:
- источником тока;
- преобразователем вольт-амперных характеристик;
- подающим устройством.
Предусмотрено табло, пульт с программным обеспечением, баллон с инертным газом. Управляемая «рука» состоит из нескольких частей. От трех до шести отрезков соединяются поворотными узлами. На конце руки-манипулятора закрепляется газовая горелка, в рабочую зону в автоматическом режиме подается присадка – сварочная проволока, подачей газа создается защитная атмосфера.
До запуска оборудование настраивается, определяются параметры сварки. Задаются координаты передвижения робота-сварщика, чтобы его действия ограничивались расположением инструмента. Работа производится автоматически, без участия оператора. Возможно создание криволинейных швов любой сложности. Движение сварочного робота запрограммировано, горелка движется по заданной траектории, а не по шаблону, как в автомате.
В конструкции простейшего оборудования манипулятор поднимает до 25 кг веса, для каждого типа сварки разработана индивидуальная программа. Некоторые доукомплектовывают роботов-сварщиков обучающими брошюрами, видеоуроками. Добавляют специальные держатели для фиксации заготовок в определенном положении. Электронику можно настроить на подготовительные работы, он будет зачищать металл, обезжиривать, производить другие манипуляции.
Преимущества и недостатки
Роботизация сварки оптимизирует технологический процесс, роботизированные автоматы заменили сварщиков. Преимущества автоматизации работ:
- повышается качество соединений;
- однотипные операции выполняются с одинаковой скоростью (человек на такое не способен);
- оборудование перенастраивается в процессе работы в считанные минуты;
- уменьшается процент брака;
- поддерживается стабильное горение дуги, сохраняется интервал между заготовкой и электродом;
- длительность работы намного выше;
- расходы на оборудование быстро окупаются за счет исключения ручного труда, повышения производительности;
- расходы на техническое обслуживание несоизмеримо меньше фонда зарплаты сварщиков с обязательными отчислениями;
- оператор, настраивающий технику, действует по переделенным алгоритмам, не требующим специальных знаний, его недолго обучать;
- безопасность – нет термического и лучевого воздействия на людей;
- экономический эффект;
- не нужна система контроля, эту функцию выполняет компьютер.
Теперь о недостатках, они тоже имеются:
- высокая стоимость роботов;
- повторяемость операций, потесано автоматику перенастраивать не будешь, роботы-сварщики используются только на конвейерной сборке, серийном производстве;
- качество сварных работ зависит от опыта оператора, умения настраивать оборудование.
Разновидности сварочных роботов
Разработаны и выпускаются роботизированные модели для сварки:
- плавящимся электродом;
- сварной проволокой;
- вольфрамовыми и графитовыми стержнями;
- контактными медесодержащими электродами (точечная сварка);
- плазмой;
- лазером.
Некоторые производители наладили выпуск гибридных модификаций. Основные различия роботов сварочных:
- длина манипулятора;
- число повторных деталей в составе «руки»;
- выполняемые функции.
Промышленных роботов для сварки выпускают многие производители:
- в Японии, марки Fanuc AM-0iA надежные;
- немецкий агрегат Kuka KR5 – оптимальный вариант соотношения цены и качества;
- оборудование OTC (Almega AII-B4) популярно на сборочных конвейерах автоконцернов;
- модель Motoman EA 1400N гибридная.
Электронные аппараты производят:
- предварительную разметку металла;
- занимаются зачисткой поверхности;
- снимают фаски под нужным углом;
- позиционируют стык с точностью до микрон;
- формируют шов по заданной траектории.
Узлы вращения обеспечивают разнонаправленное движение манипулятора и опорной платформы.
Настройка оборудования
Сварочные роботы предусматривают этапы настройки роботизированного оборудования:
- Калибровка внешних осей движения робота-манипулятора при установке на позиции. Оператор проверяет показатели режима работы на дисплее: длину шва, траекторию. От точности установки внешних осей зависит форма сварочного шва. Отступления на несколько миллиметров приводят к браку.
- Настройка «руки» с инструментом, координация движений подложки сварочной головки и зажимного механизма. Они должны двигаться согласованно, иначе сварка будет не на заготовке, а на подвижном зажимном механизме или манипуляторе.
- Координация окружения. Обычно на конвейере устанавливают сразу несколько сварочных роботов, они не должны мешать друг другу. Создается модель сварочного процесса совместно с другими роботами-манипуляторами, работающими параллельно.
Первые две настройки проводятся обязательно после подключения роботизированного сварочного оборудования к сети, чтобы правильно его установить.
Предварительная калибровка по умолчанию. Проводится операторами завода-изготовителя. Сварочные порты и зажимные механизмы при взаимодействии калибруют до микрон.
Размещение роботизированного сварочного комплекса
При установке роботизированного сварочного комплекса на рабочую позицию соблюдают ряд правил:
- толщина бетонного пола не менее 30 см;
- неровности поверхности больше 5 мм не допустимы;
- фиксация производится съемными анкерными болтами, исключающими сдвиг при вибрации;
- рабочая зона ограждается сигнальной лентой или переносными желтыми заборными панелями;
- размер охранной зоны не менее 1,5 метра;
- предусматривается подключение воздушного провода для охлаждения соединения;
- электропроводка укладывается в металлические кабель-каналы.
Программное обеспечение настраивается только после позиционной установки робота.
Роботизированные сварочные системы обеспечивают высокую скорость, точность и повторяемость однообразных производственных операций, что в комплексе дает возможность увеличить производительность сварки. Получаемый в результате значительный экономический эффект и есть причиной охотного инвестирования в автоматизацию и роботизацию сварочного производства. Нехватка квалифицированных сварщиков также делает автоматизацию очень привлекательным вариантом для увеличения дохода предприятия. Тем не менее, установка и наладка автоматических сварочных систем не так проста и требует специального опыта и знаний. Не зная тонкостей и специфики объекта автоматизации, пренебрегая такими важными шагами в процессе эксплуатации роботизированных комплексов, как профилактика поломок, обучение операторов, а также использование дополнительного оборудования, может в результате превратить высокотехнологичных комплекс в систему, которая работает не так эффективно и продуктивно, как следовало бы.
Известно, что надежность любой системы равна надежности самого слабого ее звена. Это правило очень даже применимо в работе сварочных систем: использование в системе малоэффективных звеньев может привести к огромных расходам и простоям в случае их поломки.
Ниже приведены некоторые типичные мифы об автоматической сварке, следование которым приводит к огромным потерям и неэффективности использования инвестированных средств. Также мы дадим советы по решению этих заблуждений.
Миф №1: Большой внутренний диаметр токоподводящего мундштука защищает сварочную проволоку от приваривания (схватывания)
На самом деле это не так, именно мундштук с малым внутренним диаметром позволяет предотвратить приваривание сварочной проволоки к нему, в отличие от мундштуков с большим внутренним диаметром.
На практике такое соотношение как диаметр используемой сварочной проволоки к внутреннему диаметру мундштука, есть величина, которая просчитана и проверена на практике. Но есть небольшое «но». В ходе сварки мундштук сильно нагревается, и его внутренний диаметр несколько увеличивается. Также его внутренний диаметр увеличивается вследствие механического износа под действием протягиваемой через него сварочной проволоки. Таким образом, вследствие увеличения фактического внутреннего размера мундштука образуется несколько скользящих контактов, по которым проводится электрический ток, и возникают микродуги, которые приводят к интенсивному пригоранию сварочной проволоки к мундштуку и его интенсивному изнашиванию.
Миф №2: Профилактическое обслуживание роботизированных сварочных систем не является необходимым
Профилактика необходима для максимизации рентабельности инвестиций в роботизированные сварочные системы. Это может помочь предотвратить незапланированные простои, некачественные детали, и последующий дорогостоящий ремонт. Это может даже помочь предотвратить сбои, которые требуют замены оборудования. Предметом вашего внимания кроме таких важных систем, как сварочная горелка, расходные материалы и кабели, должно стать и профилактическое обслуживание системы в целом. Пропустив эту важную часть процесса, можно «прозевать ключевой момент» и это приведет к проблемам подачи проволоки, преждевременному выходу из строя пистолета или другим неполадкам, которые влекут за собой большие траты на восстановление.
Такое второстепенное оборудование, как станции очистки сопла, являются дополнительным оборудованием, которые могут защитить сварочного робота от преждевременных поломок, и, следовательно, максимально повысить эффективность его работы, эффективность вложенных в него средств, а также сократить расходы. Запланируйте время для проверки всех функциональных узлов системы, начиная от сварочного пистолета, заканчивая силовым приводом. Эта задача может быть легко решена во время плановых перерывов в сварочных циклах, тем самым предотвратив затраты на переделку, исправление брака и время простоя.
Также очень важно, чтобы все узлы и агрегаты, особенно рука сварочного робота, были зафиксированы точно на своих базовых поверхностях. Периодическая проверка контрольных точек инструмента является еще одним важным условием экономии; это гарантирует, что роботизированная сварочная система продолжает работать в пределах своих собственных параметров и способна обеспечить стабильное качество шва.
Поддерживайте состояние сварочного робота в соответствии с рекомендациями завода-изготовителя, оцените индивидуальные потребности, и планируйте график профилактического обслуживания соответственно с ними.
Миф №3: Станции очистки горелок от сварочных брызг не стоят расходов
Такое периферийное оборудование, как станции для очистки сопла горелки, являются дополнительным оборудованием, которые могут максимизировать эффективность роботизированной сварки системы и сократить расходы. Это оборудование особенно полезно для минимизации простоев при ручной очистке и замене расходных материалов. Названая станция производит очистку накопленных брызг в сопле горелки, что очень важно для создания ламинарного потока газа без завихрений и прочих нехороших явлений в засоренном сопле горелки. Кроме этого, большинство станций использует специальный спрей, который препятствует налипанию брызг.
Хотя станция для очистки сопла горелок требует дополнительных капиталовложений, срок ее окупаемости, как правило, довольно короткий.
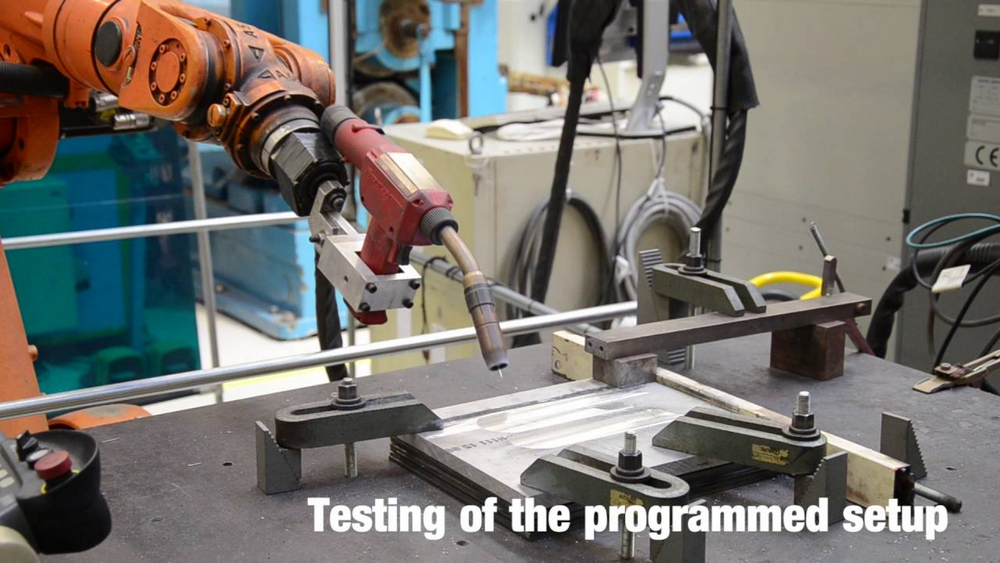
Миф №4: Перепрограммирование сварочного робота после аварии это лучший способ, чтобы настроить Tool Center Point (TCP)
Перепрограммирование системы, а не исправление формы руки сварочного робота после аварии или другого силового воздействия, является обычной практикой. Однако такой подход не означает, что ее конфигурация уже не отвечает точной спецификации, в которой роботизированная система была рассчитана. Это может вызвать пропуски и неровности в сварных швах. Полученная путаница в координатах также может стоить времени и денег и создать большие проблемы в будущем, когда она будет заменена другой рукой.
Проверка геометрической формы сварочного робота производится на специальном приспособлении. С его помощью проверяют, что контактный наконечник находится в правильном положении. Если инструмент изогнут, то можно его скорректировать в нужную сторону.
Рекомендуем проверять руку сварочного робота перед ее установкой, чтобы убедиться, что он был изготовлен правильно и не был поврежден при транспортировке. Рука сварочного робота наиболее часто разрабатывается для определенного вида сварки и выполняется с прецизионных тиснением компонентов, чтобы гарантировать точность после длительного использования.
Использования приспособления для проверки соответствия геометрической формы руки сварочного робота оправданно и тогда, когда поврежденная рука снимается и заменяется новой, в тоже время снятая с робота подвергается восстановлению.
Миф №5: Доработки и настройка оборудования является рутинной частью управления системой автоматической сварки
Некоторые компании считают, что безукоризненная наладка оборудования (чтобы оно «работало как часики») или последующие переделки существующего очень рутинная работа. Однако, они могут уменьшить или даже избежать дорогостоящих переделок при надлежащих подготовке и техническом обслуживании оборудования. После установки системы роботизированной сварки, важно, чтобы квалифицированный персонал правильно запрограммировали и настроили систему. В противном случае придется мириться с недоделками, которые приведут в дальнейшем к поломкам и дополнительным затратам. Квалифицированный оператор, который обучен программированию конкретного робота для сварки дает возможность компании максимально использовать преимущества роботизированной сварочной системы.
В большинстве случаев, обучение работе на системе автоматической сварки является обязательной составляющей, которая идет в комплекте с поставкой оборудования при приобретении данной системы.
Повышение производительности, улучшение качества и снижение переделок и простоев возможны, когда все составляющие системы работают должным образом. Это может вызвать необходимость дополнительного инвестирования для покупки второстепенного оборудования, но поверьте, оно того стоит.
Содержание
Сварочные роботы позволяют автоматически создавать металлические конструкции любой сложности: от велосипедной рамы до целого моста. Разнообразие моделей и возможность написать любое ПО для них способствуют тонкой кастомизации устройств под самые сложные проекты. В этой статье мы рассказываем о применении и возможностях роботов для автоматической сварки.

Робот Kuka делает велосипедные рамы на российском заводе. Фото kuka.com.
Автоматизация осуществляется ещё и с помощью 3D-печати. Принтеры сильно экономят время и затраты на рабочую силу. Активное применение этой технологии уже внедрено в работу американских и европейских производств.
Производителей робототехники слишком много, чтобы рассмотреть их всех в этой статье, так что упомянем лишь некоторых, самых известных: FANUC (Япония), KUKA (Германия), Hanwha (Южная Корея); также на рынке закрепляются производители коботов (co-bot — коллаборативный робот, спроектированный для работы с человеком), которые также могут быть модифицированы и применены для сварочных работ, такие как Universal Robots (Дания) и UFactory (Китай).
Как работает сварочный робот
Принцип работы устройств зависит от их типа, но всех роботов объединяет похожее строение.
Основу механизма составляет “рука” — нескольких металлических балок, соединённых с помощью подвижных элементов. На конце манипулятора находится рабочая головка, которая и осуществляет сварку.

“Рука” сварочного робота Kuka WTG 1200. Фото kuka.com.
Рука подвижна — чем больше на ней “суставов”, тем более сложную работу она способна выполнять. К устройству крепится оптический наводчик, позволяющий точно выбирать место для наложения шва.
Робот подключен к пульту управления, в котором установлено соответствующее ПО. Оно пишется для каждого проекта отдельно, что позволяет тонко кастомизировать возможности машины.
Виды сварочных роботов
Лазерные
Лазерный сварочный робот. Фото kuka.com.
Лазерная сварка применяется во многих областях: от автомобилестроения до конструирования космических кораблей. Её используют для создания деталей среднего и крупного размера.
Во время сварки лазер нагревает материал до температуры плавления. Луч фокусируется с помощью оптики и во время движения по прямой создаётся сварной шов. Для защиты от окисления используется инертный газ, обычно аргон.
Лазерная технология сочетается с другими видами соединения: точечной сваркой, склейкой и герметизацией.
Преимущества лазерной сварки:
- Небольшие затраты, благодаря большой скорости соединения и высокому КПД;
- Надежность — металл не подвергается ударам, не деформируется и не трескается;
- Большая глубина шва при незначительной ширине.
Дуговые

Дуговой сварочный робот. Фото fanuc.eu.
Дуговая сварка — это обобщённый термин, включающий в себя такие методы, как MIG, TIG, MMA и другие. Во время работы устройства между электродом и металлом образуется электрическая дуга, которая расплавляет материал заготовки на свариваемых краях. Электрод может быть нерасходуемым и расходуемым. Во втором случае он плавится вместе с материалом и образует сварной шов.
Наиболее популярным методом дуговой нерасходуемой сварки является TIG с вольфрамовым электродом. Поскольку элемент не расплавляется, для защиты металла от окисления используют инертный газ, обычно аргон.
Главная проблема таких роботов — ПО, способное заставить машину правильно выполнить соединение деталей. Лучшие дуговые машины выпускают Kuka, Fanuc, Hanwha.
Точечные

Точечный робот от Fanuc. Источник fanucamerica.com.
Роботизированная точечная сварка — это самый распространённый вид контактной сварки Он применяется в производстве большинства металлических изделий.
Чаще всего роботы осуществляющие точечную сварку применяются в автомобильной промышленности, для соединения нескольких металлических листов. Но и в других отраслях такие машины востребованы.

Автоматизация точечной сварки — это быстрое, простое и недорогое решение. Роботы позволяют сэкономить на рабочей силе и времени производства.
Роботов для точечной сварки выпускают Kuka, Fanuc, Universal Robots и др.
Газовые
Преимуществом такого вида сварки является быстрое схватывание материала. Во время работы устройства газ непрерывно подаётся к сварочному наконечнику. Получается пламя, которое и служит источником нагрева. Металл раскаляется до температуры 2500-3000 градусов.
Газовая сварка — один из самых популярных видов соединения металлов в промышленности. Она легко интегрируется в роботизированные системы, поэтому автоматические устройства уже давно вошли в массовое производство. Благодаря роботам этот тип сварки — самый быстрый из существующих.
Сварочные роботы способны действовать в любом положении, что добавляет процессу гибкости. В современных устройствах есть защита от вредных паров, сварные швы обладают большой прочностью, а КПД машины позволяет извлекать из нее максимум пользы.
Плазменные

Плазменный робот Kuka. Фото eurobots.net
Технологии плазменной сварки применяются для сложных соединений. Благодаря высоким температурам сварка происходит практически мгновенно.
Роботизированная плазменная сварка (PAW) похожа на технологию TIG. Для работы используется сжатый ионизированный газ, проходящий через медное сопло. Тем самым достигается максимальная температура, позволяющая добиться минимального поперечного сечения сварного шва. Для плазменной сварки обычно используется тот же нерасходуемый вольфрам, что и для дуговой.
Роботы обеспечивают большую гибкость работы благодаря возможности настроить скорость и температуру.
Реальные примеры использования сварочных роботов
Мост, изготовленный с помощью сварочных роботов и 3D-печати

В течение трёх лет голландская компания MX3D работает над созданием самого необычного стального пешеходного моста в мире. Его каркас выполнен в виде скрученных металлических балок, создающих футуристический стиль. У конструкции будет реальное применение — её установят над каналом в Амстердаме.
Но самое интересное, что мост создаётся только с помощью сварочных роботов. Разработчики взяли аппараты, обычно применяемые в автомобильной промышленности и работающие на технологии дуговой сварки MIG.
В изготовлении используется метод 3D-печати. Программное обеспечение позволяет наращивать новые слои металла сложной формы по уже готовым макетам.

Первоначально планировалось установить роботов прямо над каналом и печатать мост на месте. Но, из-за сложности с реализацией, конструкция создается в мастерской.
Длина готового моста составляет 12,5 метров, на его создание ушло шесть месяцев. На печать затрачено 4500 кг нержавеющей стали и 1100 км проволоки. В 2019 году разработчики планируют ввести изделие в эксплуатацию.

Процесс печати кромки моста. Фото digitaltrends.com
Велосипед, напечатанный на 3D-принтере

Готовый велосипед с напечатанной из стали рамой. Фото newatlas.com
Ещё один необычный пример использования сварочных роботов — велосипед из нержавеющей стали, сделанный с помощью 3D-технологий.

На таком велосипеде можно будет ездить по городским улицам и бездорожью. Фото newatlas.com
Это не первый байк, который изготавливается автоматическими системами. Раньше рамы делались на основе лазерной сварки из уже готовых компонентов. Этот же студенческий проект предусматривает использование 3D-печати вместе с роботизированной сварочной системой.

Это первый велосипед, созданный с помощью 3D-технологий и сварочных роботов. Фото newatlas.com
Робот создаёт шарик расплавленного металла, затем добавляет еще один поверх него, как только тот затвердеет. Таким образом появляются балки, которые свариваются, и получается рама.

Создатели не сомневаются в прочности конструкции. Фото newatlas.com
Конечный продукт, под названием Arc Bicycle, весит примерно столько же, сколько обычный велосипед со стальной рамой, и вполне способен ездить по бездорожью.

Команда создателей велосипеда. Фото newatlas.com
Мини-робот от Kuka — один из самых маленьких и производительных аппаратов для автоматической сварки

Компактный размер этой модели позволит сэкономить рабочую площадь. Фото maschinenmarkt.vogel.de
Компания Kuka выпустила один из самых небольших стационарных сварочных роботов — WTG 1200. Размеры его рабочей ячейки всего 1200×800 мм — это самый маленький автоматический сварочный аппарат с технологией дуговой сварки.
Грузоподъёмность устройства — 6 кг, при этом оно оптимизировано для работы на особо высоких скоростях. Управление осуществляется с помощью пульта, можно включить автоматический или ручной режим.
Разработчики реализовали защиту для работников. Пока двери в камеру хранения материалов открыты, машина не запустится.
Устройство уже внедрено на различные производства. Как показала практика, с помощью этого робота производительность увеличилась до 50% благодаря высокой скорости работы системы.
Hyundai использует сварочных роботов в производстве кораблей
Hyundai Heavy Industries (HHI), одна из крупнейших судостроительных компании в мире, разработала миниатюрный сварочный робот для своих сотрудников. Устройство можно возить с собой, а потом прикрепить его к кораблю с помощью магнитов. Маленький робот увеличивает производительность труда в два-три раза.
Устройство весит всего 15 кг, высота — 15 см, длина — 50 см. Рабочая “рука” состоит из шести суставов, делающих её такой же подвижной, как и у человека. Устройство способно функционировать непрерывно, тем самым его производительность намного больше, чем у человека.
Небольшие размеры дают преимущество не только в транспортировке. Робот способен добраться до труднодоступных мест, где человек работать неспособен. HHI применяется не только в судостроении, но и в обслуживании морских нефтяных вышек. Поэтому робот получил несколько видов ПО, позволяющих ему выполнять различные действия на морских строительных площадках: резку стали, взрывные и покрасочные работы.
К тому же производительность увеличивается как минимум вдвое, так как один работник может одновременно контролировать двух-трех роботов.

Мини-робот способен дотянуться до самых дальних частей конструкции. Фото newatlas.com
Рекомендуемое оборудование
Производством автоматического оборудования занимаются следующие компании:
Они выпускают роботов всех видов: от промышленных (Kuka, Fanuc и Hanwha) до коллаборативных (все упомянутые) и образовательных (uFactory). Это и портативные устройства для ускоренной работы, и крупные аппараты, позволяющие обрабатывать огромные пласты материалов.
Перспектива
Специалисты обещают, что сварочные роботы будут управляться с помощью мысли.

Скоро для управления роботами потребуется только мозг человека. Фото 4teller.com
Учёные и инженеры планируют максимально автоматизировать процесс сварки. Уже сейчас разрабатывается технология, позволяющая управлять сварочным роботом силой мысли. Это возможно благодаря использованию нейроинтерфейса работающего по принципу энцефалографа.
Разработчики ставят задачу обезопасить процесс работы со сварочными роботами и ускорить создание металлических конструкций. Благодаря ЭЭГ человек будет находиться вдали от опасного производства, в связи с чем риск получить травму минимальный. Также увеличится скорость управления машинами, соответственно, вырастет КПД.
По словам разработчиков, объединение умов человека и машины позволит максимально эффективно использовать роботов для создания сложных конструкций. Машину не придётся программировать, что сильно сократит время на подготовку к работе — процесс будет осуществлять в реальном времени, с помощью мысли.
К человеку прикрепляются датчики ЭЭГ. Когда пользователь просматривает на экране компьютера фотографии соединений, которые потенциально могут быть сварены, программа распознаёт намерение, анализируя реакцию на нужный результат.
Пока технология испытывалась только в лаборатории, но в ближайшее время разработчики хотят внедрить её в промышленное производство для тестирования. Создатели утверждают, что их наработки помогут существенно снизить стоимость создания деталей с помощью роботов, особенно небольших партий. Из-за необходимости написания программ создание штучных продуктов неоправданно дорого. Использование живого оператора сократит стоимость процесса в десятки раз.
В будущем разработчики будут усложнять технологию, чтобы роботы могли создавать сложные конструкции без написания специализированного ПО.
Будущее автоматизированной сварки

Даже самыми большими аппаратами операторы могут удобно управлять с помощью пульта. Фото millerwelds.com
Как показывают примеры, роботизация идёт полным ходом. Автоматические устройства уже давно стали неотъемлемой частью на производствах, а с появлением 3D-печати и новых ПО их возможности ограничиваются только человеческой фантазией.
Успехи энтузиастов и крупных компаний позволят уже в ближайшее время производить сложные конструкции с помощью автоматических систем. А это удешевит разработку, что скажется и на конечной цене.
Уже сейчас роботы используются в автомобильной промышленности, самолётостроении, в корабельной и космической отраслях.
Такие технологии, как управление системой с помощью мысли, будучи внедрёнными в массовое пользование, позволят создавать дешёвые детали для любых отраслей. Поэтому роботизированная сварка, ещё и дополненная 3D-печатью, скоро станет стандартом в работе с металлом.
Выбрать оборудование для автоматизации производства, в том числе сварочных роботов, получить исчерпывающую консультацию и сервис вы можете в Top 3D Shop.
Источник