- Ручной станок для декоративного проката профтрубы
- Изготовление корпуса блока
- Изготовление прокатных роликов
- Сборка станка для усиления профильной трубы
- Функциональность
- Простое приспособление для усиления профильной трубы
- Чертежи и инструкция по изготовлению своими руками вальцов для профильной трубы
- Трубопрокатный станок
- Изготовление трубогиба своими руками
- Пошаговое изготовление станка
- Арки для теплиц и парников
Ручной станок для декоративного проката профтрубы

В этой статье подробно расскажем, как изготовить два приспособления для обработки (холодной ковки) квадратной профтрубы. Первый вариант — мини станок, второй — ручной кондуктор.
Наибольший интерес для домашних умельцев представляет именно станок.
Конструкции бывают самые разные — мы рассмотрим одну из самых простых. Как прокатать профтрубу своими руками для холодной ковки подробно расскажем ниже.
Привод прокатного станка может использоваться разный — можно прокатывать профиль вручную, а можно и поставить электродвигатель.В домашних условиях вполне достаточно станка с ручным механическим приводом.
Для синхронного вращения валов (нижнего и верхнего) будем использовать шестеренки, которые устанавливаются на каждом из валов. Ведущим валом является тот, который располагается сверху.
Валы для прокатки профтрубы можно сделать наборными — из нескольких элементов или цельными — из стального кругляка подходящего диаметра (но для этого потребуется наличие токарного станка или, как минимум, знакомый токарь).
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.

Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.

Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки.
Все размеры деталей и чертежи валов и других элементов конструкции будут представлены автором в видеоролике.
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.



Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.


Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
Сборка станка для усиления профильной трубы
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.

Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.
 Валы с установленными эксцентриками
Валы с установленными эксцентриками

Снизу и сверху боковых стенок привариваем по две металлических полосы.

Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.

На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.
При помощи прокатного станка, изготовление которого мы подробно рассмотрели выше, можно создавать разные узоры на поверхности профтрубы — «косичку» и «волну».

Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.
В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.

Простое приспособление для усиления профильной трубы
Рассмотрим еще один вариант самодельной конструкции, которая отлично подойдет для домашней мастерской (для выполнения небольшого объема работ).
Материалы, которые потребуются для изготовления этого приспособления:
- пластина металла шириной 50 мм;
- круглая труба (стальная);
- подшипники — типоразмер 6201;
- метизы — болты, гайки, шайбы.
 Необходимые детали для сборки
Необходимые детали для сборки
Отрезаем две пластины шириной 50 мм (толщина металла — не менее 5 мм). Длина первой пластины — 130 мм, второй — 160 мм.
В пластинах металла необходимо просверлить отверстия диаметром 12 мм для установки подшипников. Расстояние между центрами отверстий должно быть 43 мм.

Отрезаем две круглых трубы и привариваем их по краям одной из металлических пластин.
С помощью шайб можно регулировать расстояние между стенками корпуса приспособления — для прокатки трубы квадратного сечения разного размера.

Например, если вам нужно усилить профиль 15х15 мм, то используем две шайбы толщиной по 3 мм. Прибавляем к ним толщину подшипника (10 мм) и получаем расстояние между стенками — 16 мм.
Собираем приспособление (для крепления подшипников используем болты с гайками), и можно приступать к работе. Изготовление подобной конструкции занимает минимум времени.
Конец профильной трубы загоняем между прокатными роликами (подшипниками). После этого фиксируем край профиля в слесарных тисках, и прокатываем вручную — короткими рывками или поступательными движениями.


Подробно, как собрать такую приспособу своими руками, и как потом сделать с ее помощью прокатку профтрубы — смотрите на видео ниже.
Источник
Чертежи и инструкция по изготовлению своими руками вальцов для профильной трубы
Появление сотового поликарбоната для изготовления теплиц определило новый тип конструкций сооружений защищенного грунта – арочные конструкции. Чтобы создавать металлокаркас для подобных зданий, нужно иметь станок, способный выполнять изгибание конструкционных профилей по определенной кривой. Самодельные вальцы для профильной трубы призваны помочь в изготовлении арок по заданному радиусу.
Технологический процесс профилирования длинномерных заготовок основан на протягивании детали через вальцы, расположенные на определенном расстоянии друг от друга. Для придания изгиба в ту или другую сторону проход длинномера осуществляется не в прямом направлении, один или два валика смещены.
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Чертёж трубогиба для протягивания профильных труб. Указаны все необходимые для изготовления размеры деталей:

Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
Упрощенная конструкция трубогиба:
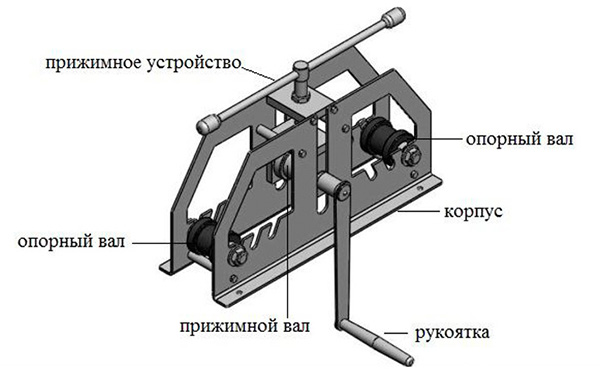
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению.
Общий вид станка. Он устанавливается на брус 100·50 мм.

Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.

Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.

Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.

По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.

К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.

Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.

Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.

Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.

Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.

Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Видео: самодельный трубогиб для профильной трубы.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.

Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:

Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
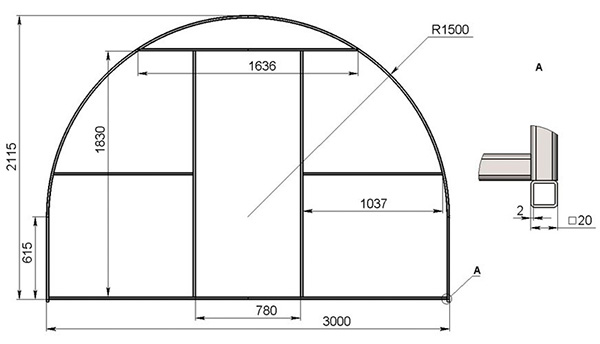
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:

Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:

При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Источник