Хонинговка цилиндра скутера своими руками
 Хонингование цилиндра — это окончательная обработка поверхности с помощью специальных инструментов(хон). Хонингование стали применять при ремонте двигателей внутреннего сгорания уже очень давно, никто наверное и не вспомнит когда это было.
Хонингование цилиндра — это окончательная обработка поверхности с помощью специальных инструментов(хон). Хонингование стали применять при ремонте двигателей внутреннего сгорания уже очень давно, никто наверное и не вспомнит когда это было.
В процессе эксплуатации скутера двигатель(поршневая группа) сильно изнашивается и теряет свою первоначальную форму(а значит и мощность и скорость и т.д.) Это, в главной степени, относиться к цилиндрам скутеров сузуки, так как считаю что это самые капризные двигателя . Если он (цилиндр) изначально были круглыми, то со временем цилиндр принимают овальную форму (эффект конусности). Также на стенках цилиндра скутера образуются задиры, прихваты и царапины. Все эти причины ведут только к одному — к капитальному ремонту, или как минимум замене ЦПГ .
При «капиталке» обычно растачивают цилиндры до первого ремонтного размера. Но чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование. Хонингование цилиндров двигателя — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает большей точностью и большей эффективностью. Плосковершиное хонингование имеет ряд преимуществ. Его основная задача — эта тщательная обработка цилиндра скутера для последующей работы. В результате хонингования цилиндра, поршневые кольца быстрее прирабатываються, а значит будет меньший износ деталей мотора, и повысится эффективность работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта скутера. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер. Еще одна особенность хонингования двигателя — это образование на цилиндрах сетки, которую можно заметить лишь при тщательном осмотре. Она нужна для того, чтобы удерживать масло на стенках цилиндра, в результате чего повышается обильная смазка трущихся деталей двигателя внутреннего сгорания.
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — это черновая обработка цилиндров, для которой применяют крупный абразив. Второй этап — это окончательная или финишная обработка. Тут уже в дело вступает мелкозернистый абразив, который дает большую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования. В итоге, сейчас многие фирмы обладают оборудованием для хонингования с алмазными абразивами. Это и дешевле и достигается большая геометрия цилиндров двигателя. А отсюда растет и качество самого хонингования. Среди специалистов наибольшее применение получили хонинговальные станки компаний DELAPENA, AMC-SCHOU и SERDI.
После процесса хонингования желательно тщательно вымыть двигатель. Это позволит удалить металлические стружки, а также остатки полировочных паст. Также, некоторые специалисты, после хонингования проделывает еще одну дополнительную операцию — это финишная чистка абразивной пастой. Это удаляет все острые углы и впадины, оставшиеся после процесса хонингования. В результате можно достичь очень главкой поверхности цилиндров двигателя.
Источник
Хонинговка цилиндра скутера своими руками
 В этом статье хотелось многим объяснить исходя из многолетнего опыта, что расточка цилиндра скутера и его хонинговка (или как проще называют в народе шлифовка) это два разных процесса, и делая только один из них, это в 100% случаи деньги на ветер.
В этом статье хотелось многим объяснить исходя из многолетнего опыта, что расточка цилиндра скутера и его хонинговка (или как проще называют в народе шлифовка) это два разных процесса, и делая только один из них, это в 100% случаи деньги на ветер.
К сожалению очень много мастерских которых занимаются ремонтом скутеров даже не вникает в суть этих процессов, как правило у них либо стоит кустарный станок для шлифовки либо старый СССР станок с шлифовальными брусками. Или люди просто сдают цилиндр на шлифовку даже не поинтересовавшись, что будут делать? как будут делать? на каком оборудовании и т.д.
Часто на практике при замене поршня или при смене поршневых колец работают с так называемыми хонинговальными щётками или с рессорными хонинговальными брусками Тем не менее, с грамотной росточкой и хонинговкой эта акция имеет мало общего. При этом более или менее изношенная рабочая поверхность цилиндра скутера подвергается лишь чистке и делается немного шероховатой. Этим нельзя добиться улучшения геометрических характеристик цилиндра. Вследствие того, что шлифовальные инструменты нагружены усилием пружины, они точно следуют за каждым отклонением от круглости и каждым перекосом, но всё-таки, без улучшения при этом геометрии цилиндра. Благодаря меньшему давлению прижима можно едва ли достичь достаточной высоты неровностей поверхности, которая могла бы способствовать улучшению смазки. Вследствие этого появляется большее сопротивление трения для новых поршневых колец, которые немного быстрее прирабатываются к стенке цилиндра. Таким образом, данный износ поверхности цилиндра невозможно предотвратить или уменьшить. Если поршневые кольца изношены, то, исходя из опыта, также и стенка цилиндра изношена в равной мере. Замечательный вид внутреннего отверстия после простой хонинговки цилиндра не должен вводить в заблуждение, так как эллипсность цилиндра осталась прежней.
Что бы грамотно восстановить рабочую поверхность цилиндра на своем скутере, цилиндр необходимо сначала растачить обычный токарным резцом, предварительно выставив цилиндр по осям с минимальный биением, этим мы избавимся от эллипсности и других не желаемых результатов нашей езды, а только после того как цилиндрическая поверхность будет восстановлена, только тогда можно приступать в хонинговке рабочей поверхности цилиндра. Только в таком порядке проведения мероприятий по ремонту цилиндра вы можете рассчитывать на долгий срок службы ремонтной ЦПГ, в противном случае вы только и будете делать то что кольца менять да на ремонт деньги выбрасывать.
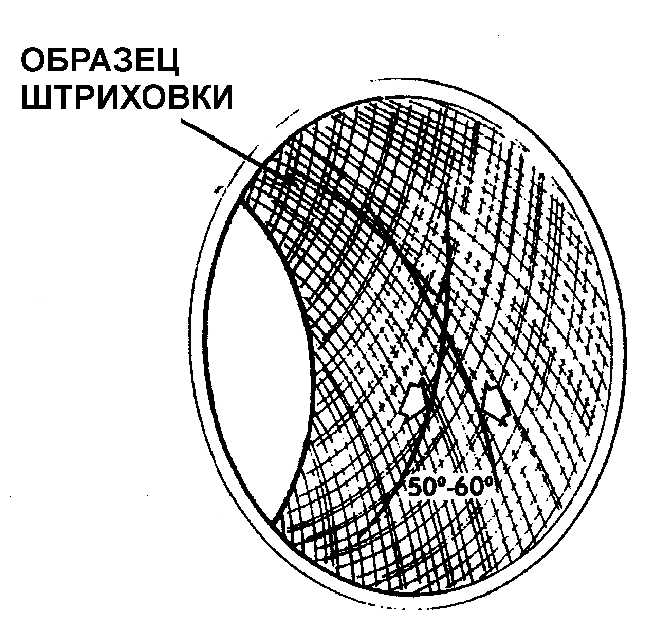
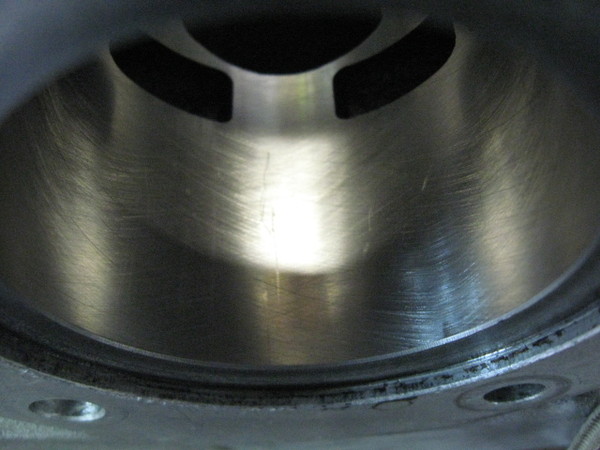
И последний совет на сегодня: Если вы сняли цилиндр и видите там абсолютно зеркальную поверхность, то знайте, радоваться здесь не чему, это уже износ, так как на рабочей поверхности отсутствует сетка которая формирует масляную пленку (что особо важно для двигателей 2т) на стенках цилиндра.
Меньше смазка —> больше трение —> больше температура —> больше износ —> меньше ресурс!
И на закуска небольшое видео как делается хонинговака цилиндра после расточки
Источник
Хонинговка цилиндра скутера своими руками

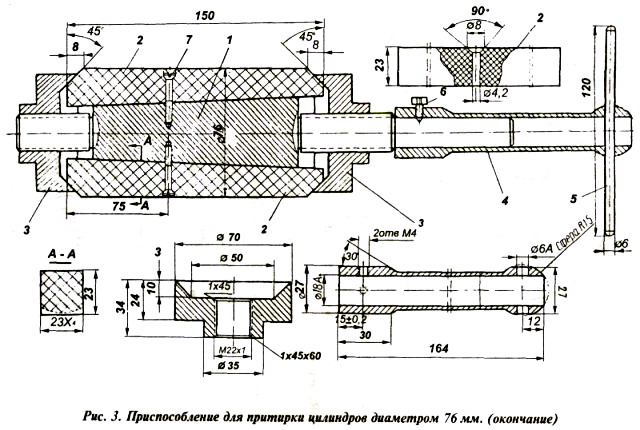
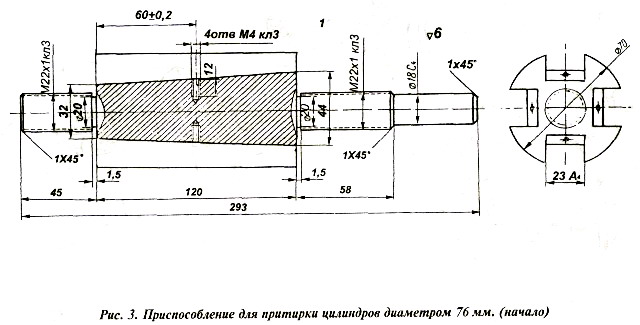
При ремонте цилиндра восстановить его первоначальную форму можно притиркой. Притир — это инструмент. Его несложно изготовить самостоятельно. Втулку делают из чугуна, остальные детали из стали. Втулка имеет один сквозной разрез или четыре несквозных. Это позволяет ей плотно прилегать к цилиндру. Зажатый в патроне сверлильного или токарного станка притир вводят в цилиндр и вращают не быстрее 50. 80 об/мин. На поверхность притира наносится паста, состоящая из мелкого абразивного порошка в смеси с маслом. До последнего времени такой порошок получали по-разному. Толкли стекло в ступе, терли друг о друга абразивные бруски и т. п. Сейчас в продаже появилась специальная паста «КТ» из порошка карбида титана. Она выпускается наборами, в которые входит несколько тюбиков. В каждом тюбике — паста своей зернистости. Для наших целей пригодны пасты зернистостью 150. 170, для окончательной обработки — 250. 400.
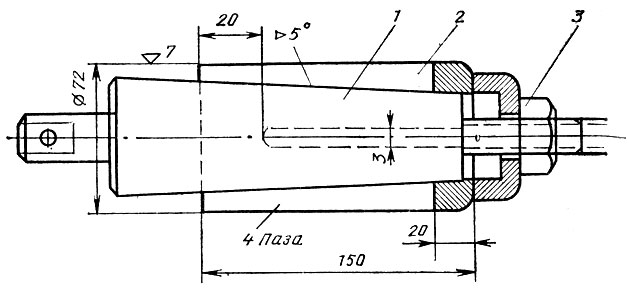
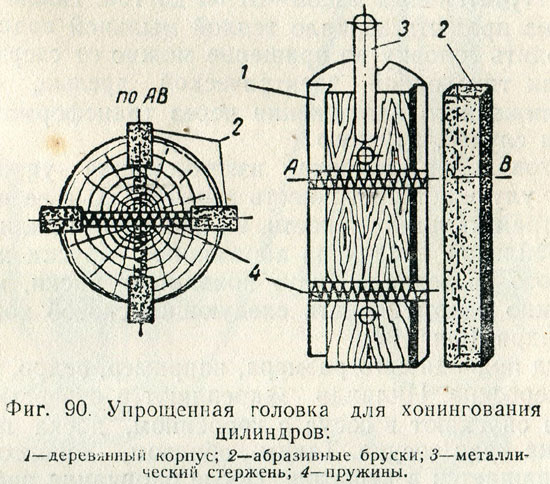
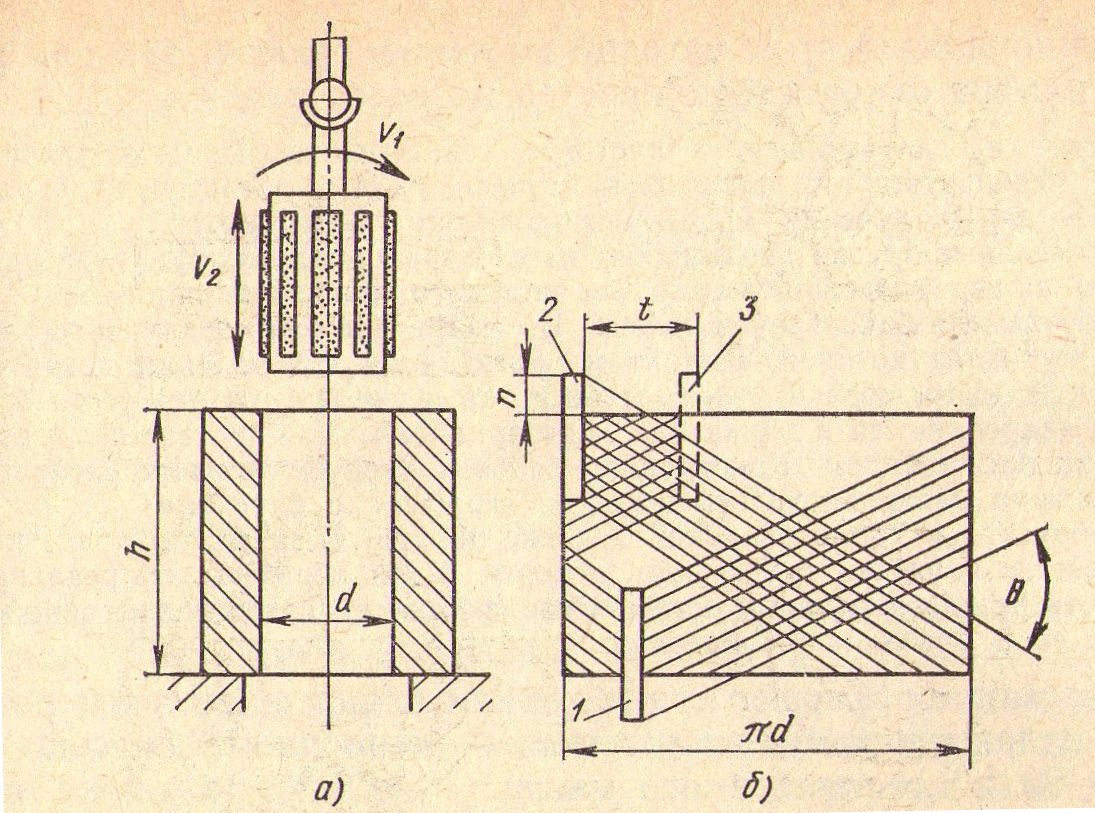
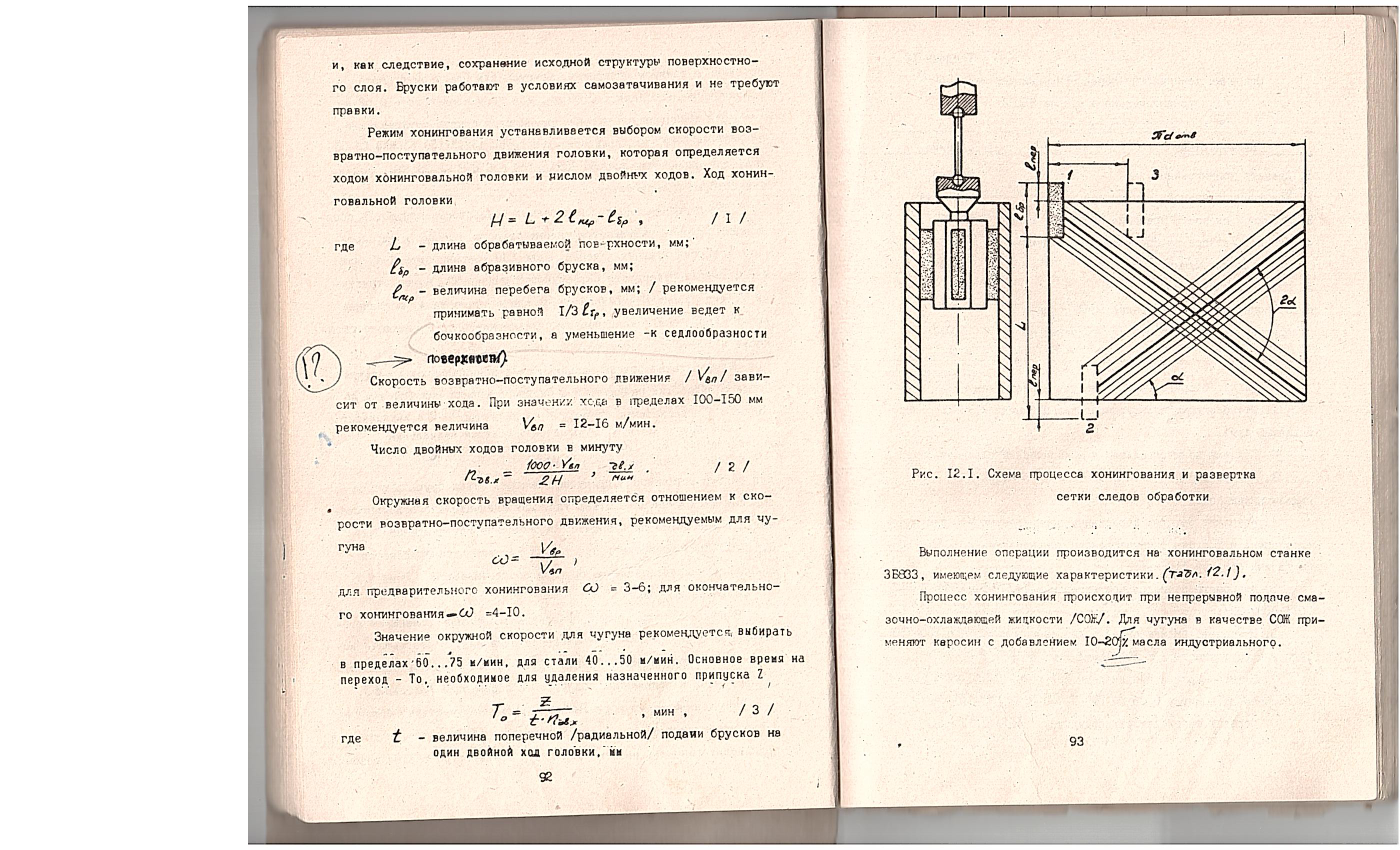
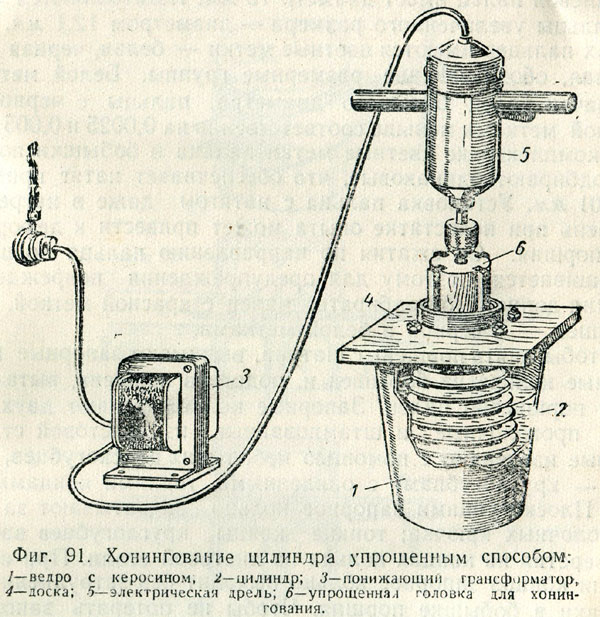
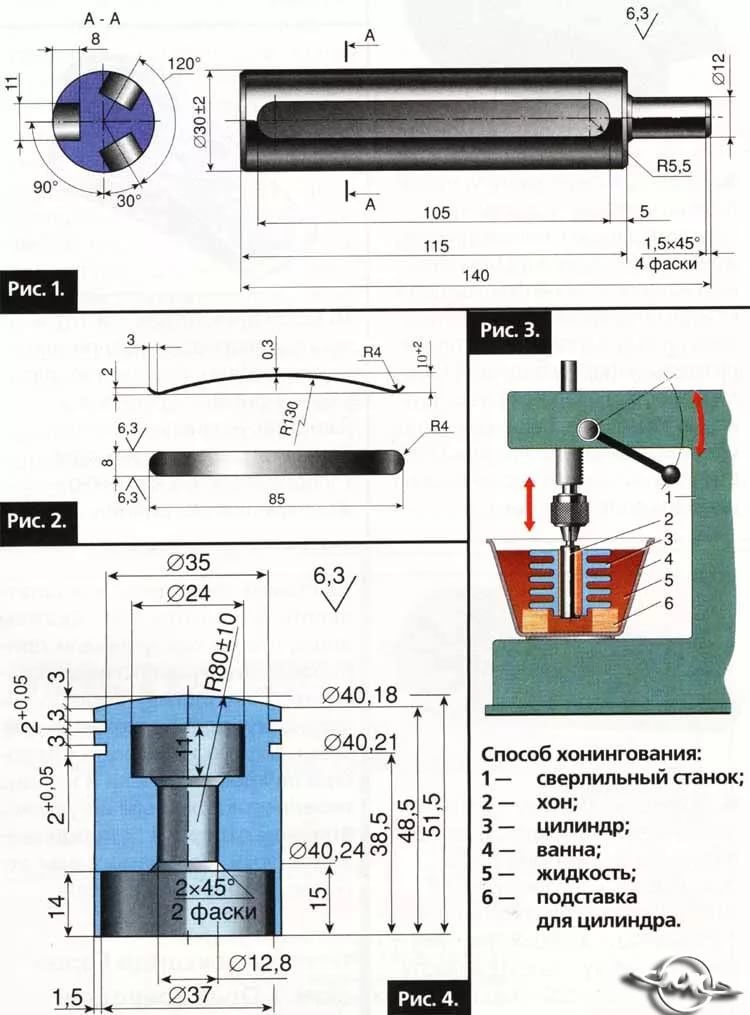
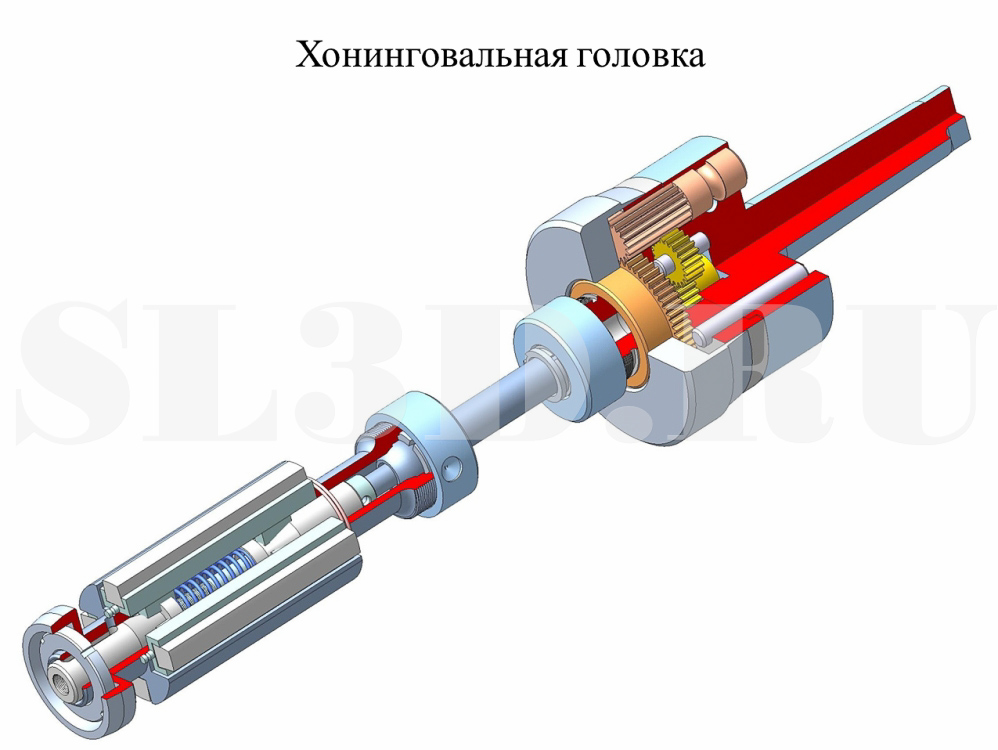
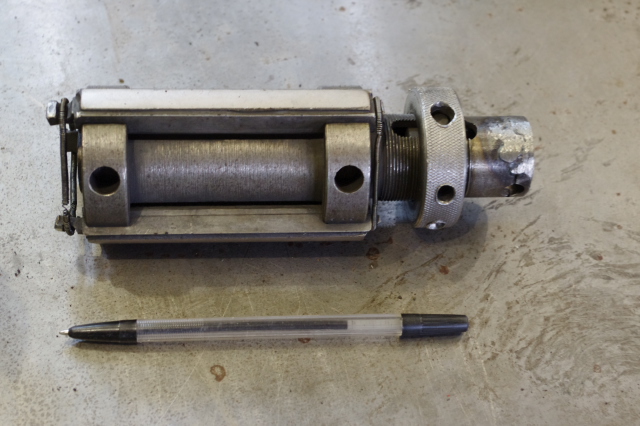
Для получения сетчатой и ровной поверхности цилиндра после его расточки на токарном станке применяют и другой способ: хонингование. Как операция притирки, так и эта получила название от инструмента — хона. Хон — деревянная болванка с центральным отверстием и четырьмя вертикальными пазами для абразивных брусков; бруски постоянно прижаты к зеркалу цилиндра пружинами. Для хона используют бруски той же зернистости, что и пасты для притирки. Хон должен вращаться с частотой 200. 220 об/мин при 60. 100 возвратно-поступательных ходах вверх-вниз за то же время. Обрабатываемую поверхность нужно обильно смачивать керосином. Как и во время притирки цилиндр нельзя жестко закреплять, его следует держать в руках и периодически переворачивать. Применяется предварительное хонингование для исправления погрешностей предыдущей обработки и чистовое )окончательное) хонингование для уменьшения шероховатостей.
Хонинговальные бруски изготавливают из электрокорунда или карбида кремния, как правило, на керамической и бакелитовой связке, зернистость 3-8 или М20, М28. Применяется также и алмазное хонингование , главное преимущество которого состоит в эффективном исправлении погрешностей геометрической формы обрабатываемых отверстий, а также уменьшении износа брусков в 150-200 раз по сравнению с износом обычных абразивных брусков.
Количество брусков в головке выбирают из условия, что их суммарная ширина должна составлять 0,2 -0,5 длины окружности отверстия. Рекомендуется четное число брусков в головке (8,6,4,2) с диаметральным расположением их по окружности. Крепление брусков производится клеями. Используется целлулоидный клей -25-30% целлулоида и 70-75% ацетона. Подача на глубину резания осуществляется за счет радиального раздвижения брусков механическим, гидравлическим или пневматическим устройством.
Процесс хонингования сопровождается охлаждением зоны резания. Используются керосин, смесь керосина и веретенного масла, водно-мыльные эмульсии. Скорость подачи жидкости 50-60 л/м для своевременного удаления пыли и стружки.






Для увеличения срока службы цилиндра делают мелкие каналы для масляной плёнки в виде сетки Х образной формы методом хонингования цилиндра.
Кольца поршня в цилиндре лучше притираются по всему периметру окружности без задиров и слизов.
Дело в том, что идеально расточить цилиндр невозможно, а притиром можно добиться доработки к идеальной поверхности формы цилиндра.
В любом случае надо, чтобы не угробить кольца поршня, доводить цилиндр притиром постоянной формы. Выточить из дерева сухого дуба притир, нарезать паз под наждачьку.
Притир должен не сильно плотно войти в цилиндр для восстановления формы цилиндра, чтобы не получилось конусности. По мере расточки удлинить наждачьку или подложить плотную бумагу под низ.
После притира, можно делать хонингование и доводку поверхности цилиндра к сетчатой и гладкой одновременно, хоновой головкой.
Дальше притирка колец поршня к цилиндру в работающем двигателе, методом резких скачков оборотов двигателя ручкой газа, в результате чего кольца поршня снимут стружку с поверхности сетки хона цилиндра, где есть неровности и микро шероховатости поверхности цилиндра, доводя до идеальных размеров контакта колец с цилиндром. Кольца поршня хромируют и контактная поверхность твёрдая, легко стирает хонингованный чугун цилиндра, превращая в зеркальную поверхность, буквально в первый же день обкатки двигателя. Хонингование делают для притирки колец к цилиндру для получения компрессии и мощности двигателя. Цилиндр шлифуется хромированным слоем колец поршня до зеркальной поверхности, плюс остаются микронные бороздки для удержания масла на стенках цилиндра. Снять стружку при притирании колец с зеркальной поверхности цилиндра чревато последствиями сухого трения и залипания хрома в чугунном цилиндре. Кольцо теряет твёрдый слой пористого хрома и стирается в разы быстрее с потерей компрессии в цилиндре. Поршень отдаёт тепло цилиндру через кольца и масляную плёнку между ними.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
Источник
Вся правда о хонинговке 😀

yoric
капитан 1-го ранга
Здравствуйте!
Приходилось не так уж и много растачивать, но тем не менее возникли сомнения, а так ли всё обстоит на самом деле.
Как пишут в инетах, раньше об этом и не знали. Подтверждается собственным опытом: Москвы, Юпитер-2 — не наблюдалось в своё время. Зеркало у работавших, новых не видел. На новую Москву можно посмотреть у Макса43: topic7633.html там есть фото новых поверхностей гильз. Ни в коей мере не призываю к этому Приветы — именно новые гильзы — зеркало, пока не блестящее, но гладкое. Будем считать, что прогресс есть движение к новому, и даже иногда полезному.
Что мы можем видеть в наше время. На глазах две разновидности — заводской (не нуждается в пояснениях) и кустарный (как у Макса, и даже в расточных мастерских на станках).
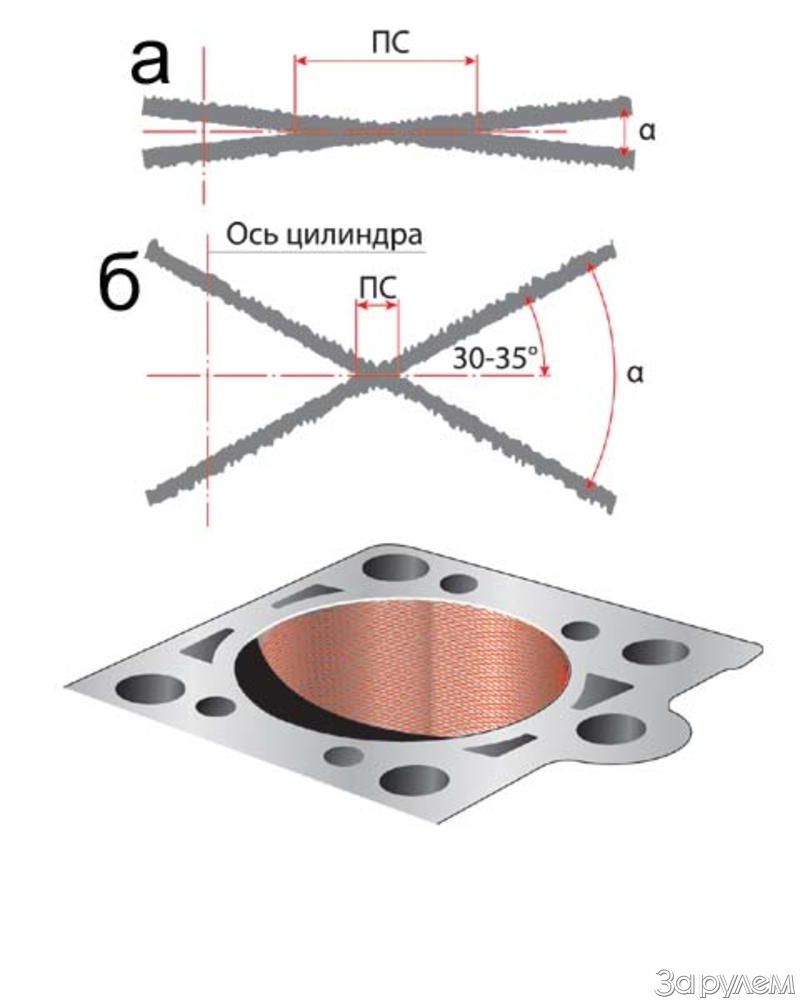
Заводской выглядит как прямые линии, пересекающиеся под определённым углом, на равном расстоянии друг от друга и с довольно-таки глубоким прямоугольным профилем канавок (или может треугольным, в микроскоп не разглядывал). По косвенным данным, глубина канавок около или больше 5 соток. Словно резец ходит по одному и тому же месту. На вид правильная сеточка с ясно различимыми канавками. Видел на ВАЗ-2109 после 130тыс.км и на Тохатсу-30.
Кустарный выглядит как линии с закруглёнными (часто бывает) углами при пересечении, хаотичным расстоянием между линиями, профиль — неглубокие царапки. По косвенным данным, глубина царапок меньше сотки, что очевидно, учитывая размер зерна брусков. Резец (зерно бруска) не может ходить по одному и тому же месту, отсюда и хаотичность. А может из-за хаотичности расположения зёрен на бруске.
Но это всё не так важно, углы пересечения не критичны (есть допустимый диапазон), обратим внимание на глубину царапок.
Лично у меня на Привете этих царапок не хватило и на полбака: на свежесобранном моторе разглядел трещину в гильзе (да-да, через свечное отверстие, попрошу не смеяться, диагноз подтвердился), разобрал — а там местами уже зеркало, от царапок ни следа.
Так нужен ли этот кустарный хон? Мне кажется, что нужен только в качестве сглаживания поверхности после резца расточного ну или небольшого увеличения размера. И можно ли вообще это назвать хоном? Как назовём?
А теперь вообще зачем нужен хон? В смысле, эти присные канавки. Говорят, масло задерживать. Но если посмотреть в микроскоп на самое раззеркальное зеркало (металлическое), думаю, там найдётся мест для молекул масла.
Ещё есть мнение, что для снижения усилия при продёргивании/пуске стартером без заметного снижения компрессии. По-моему, не очень-то, это только косвенный малозаметный эффект.
И третья версия, комбинация двух первых. В канавках задерживается масло, и при рабочем ходе под действием давления газов масло выдавливается из канавок и сождаёт т.н. масляный клин. По всей подпоршневой поверхности. Ну или клин не клин, но всё-таки. Некое подобие смазки под давлением. На мой взгляд, наиболее правдоподобно. Хотя, маслосъёмные кольца и то умудряются залегать и закоксовываться слив, а тут условия тоже далеко не сахар.
Ну и напоследок, как наносится заводской хон? Может накатки или ещё что экзотическое? Явно не таким методом, как кустарный.
Источник