- Как сделать электроэрозионный станок для домашней мастерской своими руками?
- Основные особенности электроэрозии
- Техническое задание на проектирование самодельного станка
- Разработка горизонтального электроэрозионного станка
- Краткое описание самодельной установки
- Как усовершенствовать станок?
- Электроискровая обработка металлов своими руками
- Как сделать электроэрозионный станок для домашней мастерской своими руками?
- Технологические показатели
- Основные особенности электроэрозии
- Принцип рассматриваемого метода обработки
- Разработка горизонтального электроэрозионного станка
- Технология электроискровой обработки металла
- Краткое описание самодельной установки
- Основной элемент конструкции
- Как усовершенствовать станок?
- Шпиндельные узлы станка
- Генератор импульсов для электроэрозионной обработки или Прошивной станок своими руками
- Дубликаты не найдены
- Техническое задание на проектирование самодельного станка
- Лазерный гравер из хлама
- Конструкция электроискрового станка
- Как я собирал себе чертёжного робота или Drawbota
- Елочка своими руками
- 3D принтер за 70$
- ЧПУ плазморез #4 Новая механика и глюки arduino
Как сделать электроэрозионный станок для домашней мастерской своими руками?
У некоторых домашних мастеров возникает идея изготовить электроэрозионный станок своими руками для собственной мастерской. Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя. Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
В результате искровой эрозии производится прожиг сквозных отверстий или нанесение маркировки. Возможна обработка поверхности сложной формы, задаваемой электродом.
Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Схема искрового генератора:
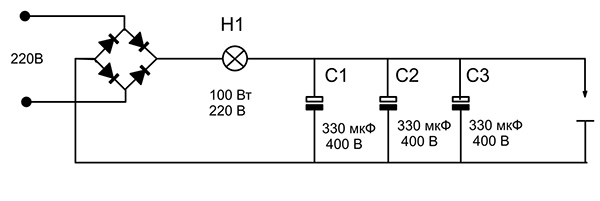
Электросхема устройства предусматривает использование:
- диодного моста, он выпрямляет подаваемое переменное напряжение из сети 220 В;
- лампа накаливания Н₁ на 100 Вт представляет активную нагрузку;
- конденсаторы С₁, С₂, С₃ накапливают энергию для получения разового искрового разряда.
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Разработка горизонтального электроэрозионного станка
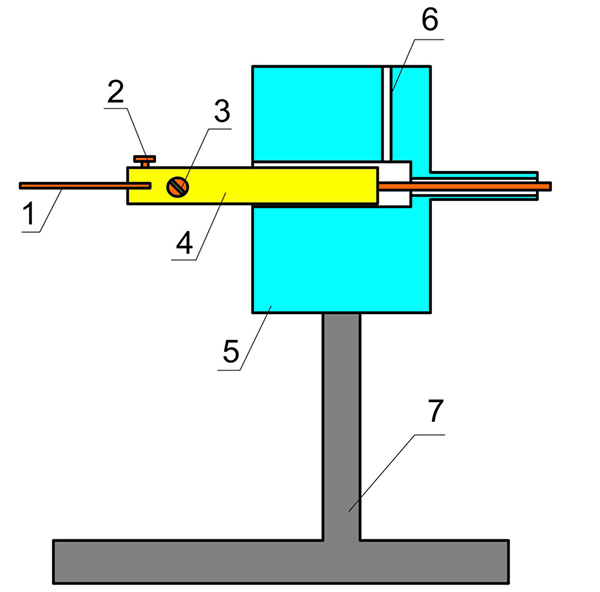
Схема установки включает основные узлы и детали:
- 1 – электрод;
- 2 – винт фиксации электрода в направляющей втулке;
- 3 – клемма для фиксации положительного провода от преобразователя напряжения;
- 4 – направляющая втулка;
- 5 – корпус из фторопласта;
- 6 – отверстие для подачи смазки;
- 7 – станина.
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Краткое описание самодельной установки

В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.

Как усовершенствовать станок?
Изготовленный простейший станок представляет собой действующую модель. Его назначение – образование отверстий в закаленных деталях.
В дальнейшем нужно рассмотреть вариант с вертикальным расположением электрода. Тогда под него можно установить ванну. Процесс будет происходить без возможных неисправностей, связанных с наличием неубираемого шлама из рабочей зоны.
Нужно также рассмотреть дополнительные механизмы для плавной подачи инструмента. Возможно, потребуется осуществлять не только осевое перемещение, а также движение электрода в горизонтальной плоскости, чтобы проводить трехмерную обработку поверхности.
Любой простейший станок дает мысли к тому, как его в дальнейшем усовершенствовать и создать более удобный агрегат. Главное, сделать первый шаг и попробовать изготовить первый образец.
Видео: самодельный электроискровой станок.
Источник
Электроискровая обработка металлов своими руками
Как сделать электроэрозионный станок для домашней мастерской своими руками?
У некоторых домашних мастеров возникает идея изготовить электроэрозионный станок своими руками для собственной мастерской. Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя. Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
В результате искровой эрозии производится прожиг сквозных отверстий или нанесение маркировки. Возможна обработка поверхности сложной формы, задаваемой электродом.

Технологические показатели
Электроискровая установка, в зависимоти от режима роботы, может обеспечивать точность результата в широких пределах. Если требуется высокая производительность при относительно невысоких требованиях к состоянию поверхности (I и II класс), то используются токи 10-60 А при напряжении до 220В. В этом случае электроискровая эрозия может удалить из зоны реза или сверления металл в объеме до 300 мм 3 /мин. При более высоких показателях класса точности — VI и VII, производительность снижается до 20-30 мм 3 /мин, но и токи требуются поменьше, не более 1 А при напряжении до 40 В.
Особенностью применения электроискровых установок можно считать возможность укрепления деталей различной конфигурации. На поверхность заготовки наноситься тончайший слой более прочного сплава или металла без нагрева основания на большую глубину. Это позволяет сохранить структуру металла базового изделия и значительно изменить свойства его поверхности. В некоторых случаях требуется вязкость основания и высокая твердость поверхности, или в обратном порядке. Решить эту задачу может только электроискровой станок.
Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Схема искрового генератора:
Электросхема устройства предусматривает использование:
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Разработка горизонтального электроэрозионного станка
Схема установки включает основные узлы и детали:
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Технология электроискровой обработки металла
Промышленная обработка металлов включает в себя несколько десятков способов и методов изменения формы, объема и, даже молекулярной структуры материала. Электроискровая обработка металлов — одна из распространенных технологий работы с металлом, отличающаяся высокой точностью и производительностью. При помощи электроискровых станков можно:
- резать металл;
- сверлить отверстия микроскопического диаметра;
- наращивать дефектные области деталей;
- производить ювелирные работы с драгоценными металлами;
- упрочнять поверхность изделий;
- шлифовать изделия самой сложной формы;
- извлекать застрявшие сломанные сверла и резцы.
На базе электроискрового метода обработки металлов создано немало станков промышленного назначения. Это высокоточная и дорогая техника, которую могут позволить себе купить только крупные предприятия, специализирующиеся на металлообработке.
Но иногда электроискровые станки требуются и в мастерских или цехах, где их услуги требуются время от времени. Для этого можно купить промышленное устройство с несколько ограниченными возможностями (функционал в пределах самых востребованных операций), или построить самодельный электроискровой станок. Это вполне возможно даже в домашних условиях, не говоря уже о предприятиях, в составе которых есть токарные и электромеханические цеха или участки.
Краткое описание самодельной установки
В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Для обработки следует использовать накопительный элемент большой емкости. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени. По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.
Электрическая схема электроискровой установки
Принцип работы генератора, который установлен на электроэрозионный станок, заключается в следующем:
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает тока короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
- время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока достигает несколько тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Как усовершенствовать станок?
Изготовленный простейший станок представляет собой действующую модель. Его назначение – образование отверстий в закаленных деталях.
В дальнейшем нужно рассмотреть вариант с вертикальным расположением электрода. Тогда под него можно установить ванну. Процесс будет происходить без возможных неисправностей, связанных с наличием неубираемого шлама из рабочей зоны.
Нужно также рассмотреть дополнительные механизмы для плавной подачи инструмента. Возможно, потребуется осуществлять не только осевое перемещение, а также движение электрода в горизонтальной плоскости, чтобы проводить трехмерную обработку поверхности.
Любой простейший станок дает мысли к тому, как его в дальнейшем усовершенствовать и создать более удобный агрегат. Главное, сделать первый шаг и попробовать изготовить первый образец.
Видео: самодельный электроискровой станок.
Шпиндельные узлы станка
Шпиндель выполнен в виде массивного ротора, с расположенной внутри него крепежной цангой, а в верхней точке полости, образованной двумя встречно обращенными коническими поверхностями, установлен заборник(улавливатель) рабочей жидкости. Такая конструкция шпинделя улучшает условия работы на станке.
Рис.1 – Шпиндель электроискрового станка
В скользящем подшипнике 1 расположен вращающийся посредством клиноременной передачи 2 шпиндель 3, выполненный в виде ротора, в концентрической расточке которого расположена на напряженной или тугой посадке цанга 4, для крепления по внешней поверхности обрабатываемой детали 5. Внутренняя полость ротора образована двумя встречно обращенными коническими поверхностями 6 и 7, Рабочая жидкость, подаваемая от гидронасоса по трубке 8 в отверстие обрабатываемой детали, под действием центробежных сил вращающегося шпинделя собирается на периферии внутренней полости (кармана) ротора, откуда через заборник 9 по трубке 10 поступает в фильтрующий элемент гидронасоса.
Генератор импульсов для электроэрозионной обработки или Прошивной станок своими руками
Дубликаты не найдены
Простите за вопрос. А зачем все это? Как я понял вы просто отверстие делали? Проще же сверлом просверлить. Или я не понял что это и для чего вы дырку в шайбе прожгли. Просто не понятно.
Я на работе за таким станком, правда, проволочным, работаю. Шлицы в закалённых до 63 HRC ступицах режет за мил душу, точность посадки 2 сотки, любой сложности профиль зуба, в т.ч. эвольвенты для шестерней сопряжения
На фетах у вас мост? Просто не пойму зачем их так много один транзистор держит в пике 36А. И зачем нужен балласт у вас там КЗ? Защиту потоку можно через шунт сделать, как в BLDC регуляторах скорости.
Тем более у БП есть защита по току. Для мк можно отдельный БП прицепить или по питанию развязать.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Внимание! В промышленных установках, например, японская фирма по производству станков «Sodick» использует ванны из ударопрочного стекла. В них организуется поток жидкости в зону обработки, а также отвод отработавшей воды и последующая фильтрация.
Лазерный гравер из хлама
Сегодня поговорим о том, как просто сегодня собрать ЧПУ станок.
Для реализации данного устройства не нужно покупать дорогие комплектующие. Рассмотрим это на примере лазерного гравировального станка, собранного буквально на коленки из хлама.
Да, данная реализация самодельного ЧПУ станка
не тянет на производственный станок, но это неплохое решение для людей, чье хобби связано с лазерной гравировкой деталей небольшого размера.
Кроме пошаговой инструкции
, у автора на сайте можно найти подробное описание
прошивки и управляющей программы
.
В интернете, о программе LaserGRBL
, нет более подробной информации, чем на данном сайте. Порекомендовал бы почитать вот эти две статьи:
Установка и настройка программы LaserGRBL.
Надеюсь моя информация будет полезной.
Спасибо! Всем добра!
Конструкция электроискрового станка
Есть схемы, реализовать которые достаточно сложно. Рассматриваемая схема может быть реализована своими руками. Детали для устанавливаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы также имеют большое распространение, как и диодный мост. При этом, создавая самодельный электроискровой станок, следует учесть нижеприведенные моменты:
- на конденсаторе указываемое напряжение не должно быть менее 320 Вольт;
- количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение всех конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
- лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
- автомат используется для включения цепи;
- электроды должны иметь прочные зажимы;
- для минусового провода используется винтовой зажим;
- Плюсовой провод имеет зажим с медного электрода и штатив для направления.
Самодельный проволочный вариант исполнения имеет относительно небольшие габаритные размеры.
Самодельный электроискровой станок
Как я собирал себе чертёжного робота или Drawbota
Наткнулся случайно на такую штуковину. Жутко захотелось себе во владения. Цена для покупки ужасная (около 600$). Решил собирать вручную, видео то, в интернете хватает. И понеслась.
Произвёл закупку требуемых деталей. Arduino и все требуемые компоненты. Старался покупать только по скидкам или акциям. Немного изучая программирование и электротехническую часть. Ибо есть только смутные представления о всём этом.
Собирал месяц. Пришел профиль для каркаса. Начал изучать как перевести векторный рисунок (других вариантов он не приемлет) в gcode (набор команд для шаговых двигателей) благодаря которому станок поймет, что нужно делать и начнёт рисовать. Нашел программу Inskape с требуемыми возможностями. Пол месяца ушло на изучение. Сделал всю кинематическую часть. Ну теперь всё готово, можно начинать. Выбрал пару рисунков, оставшихся от бездельничества на фрилансе.
Перевел в gcode и. (белыми нитями показано движение карандаша)
. не могу оживить электрическую часть. Не хочет оживать и всё! День искал причину, два. неделю. И вот через пол года, начал продавать все купленные части из-за ненадобности. Звонит парень, просит выслать пару деталей, слово за слово, и я высылаю ему всего робота за три девять земель, просто так, в надежде на помощь. Прошел месяц или два, он нашел проблему (Китайцы плохо скопировали Arduino и перепутали дорожки). Приехал станок ко мне, я на седьмом небе от счастья (Василий спасибо тебе огромное). Все собрал, скрутил и.
Елочка своими руками
Итак. проектирование. рисуем, что хочется увидеть в конечном результате.
У меня это вышло примерно так. плата с адресными светодиодами. рассеиватель, напечатанный на 3д принтере, коробочка из дерева, куда будут прятаться все «потроха», кнопочка, что бы менять режимы елочки.
Используем адресные светодиоды WS2812. со схемой все очень просто: диоды последовательно, около каждого диода конденсатор 0,1мкФ.
Платы заказываем в китае. выходит около 2 долларов за штуку. по схеме 190 конденсаторов и 190 светодиодов. а так как я сразу делаю 5 штук, то паять придется около 1000 светодиодов и 1000 конденсаторов. в ручную это сделать ппц как сложно, тем более, что светодиоды стоят на расстоянии 1,5 мм между собой. Благо у меня есть шайтан машина для таких работ.
Пайка конденсаторов. расставляем без видеозрения (а нафига оно надо тут?) расставляет 190 кондеров около 2 минут
Ой. забыл показать как паяльную пасту наносят. вместе с платами был куплен трафарет под эту плату. он позволяет нанести пасту за почти мнгновенно и сразу на все площадки куда надо. выглядит это так:
далее плату в печку и начинаем расставлять светодиоды. тут уже включаем видео-зрение, так как площадки особо не правильно нарисованы и прям надо точно точно поставить светодиоды. расстановка около 3-4 минут.
ну и плата управления спаяна вручную, так как контроллеры в коробочке, резисторы и кондеры россыпью. обвязка у контроллера самая минимальная: 2 кондера и резистор. плюс 1 резистор на кнопку и 1 резистор на управление лентой
далее корпус. так как у меня есть еще и 3д фрезер, то делаем на нем. материал хотел взять дуб, но цены на него не гуманные. купил в Леруа пару щитов бука для декоративной отделки батарей. или как-то так это называется. листы толщиной 18мм и длиной 500 мм.
пишем управляющую программу и запускаем в станок
получилось очень плохо. сколы. поверхность не очень. станок мой особо для этого не предназначен. но на попробовать хватит.
Далее рисуем эскизы двух деталей и ищем исполнителя в интернете. буквально 30 минут, 3 обзвона, засылаем эскизы, ждем цену. Хочется тут передать привет Александру, который очень быстро изготовил данные детальки. цена комплекта вышла 800 руб.
Сами эскизы (кто найдет пропущенный размер?):
Остался процесс печати рассеивателя. но тут я видео не снимал. что-то забыл. но это не самая интересная часть. попробовал несколько геометрий, остановился на одной. единственное, что через пластик все рано видно «пиксели» светодиодов. что бы еще немного «размыть» пришлось добавить рассеиватель для светодиодных светильников и его вкладывать в напечатанный рассеиватель. вот такой:
ну и далее сборка. и как все это выглядит
Ну а теперь как все это работает (почти все взял из лампы гайвера):
Ну и пока я не раздал все елочки на подарки, у меня вот такое новогоднее настроение:
Подводя итог, обошлось все это на каждую елочку:
5. контроллеры, кнопочки, разъемы usb у меня были. хз сколько стоит.
7. pla около 100 руб.
3D принтер за 70$
Есть идея сделать пошаговую инструкцию по сборке подобного принтера. Если это кому-то интересно опишите в комментариях.
О принтере. Выполнен с фанеры и подручных материалов. Отдельно приобретён набор электроники. Разрабатывался мной лично на основе prusa i3.
Бюджет. В идеальном варианте мы получим 3D принтер с приемлемым качеством печати за 70$.
Исходные характеристики. — Поле 200х200х200; — Одна головка для печати; — Работа с флешки; — Печатает)))
* На видео рабочий прототип.
ЧПУ плазморез #4 Новая механика и глюки arduino
Всем привет! В прошлом посте я рассказывал о том, что я собирался перейти на новую механику (с шпилек на ремень) и показал напечатанную ось Y.
Я перепечатал модель (сделал толще). Собираем ось полностью и проверяем:
Все работает и куда быстрее шпилек (7 секунд против минуты).
Собираем ось X + Z, уже другая катушка пластика (пластика в общем ушло
Кстати, насчет программной части, SheetCam позволяет редактировать постпроцессор, это позволило подружить его с grbl. Теперь вырез будет с учетом толщины реза плазмы.
Подключаем плазму и запускаем резку круга.
Идеально по сравнению с тем, что было.
Жесткости в принципе хватает (но на гране), мощности моторов достаточно (можно еще увеличить ток, если потребуется)
Источник