- Электроэрозионный станок своими руками.
- Предисловие автора.
- §1 Вступление.
- §2 Электроэрозия.
- §3 Искровой генератор.
- §4 Особенности работы с искровым генератором.
- §5 Реализация станка.
- §6 Меры безопасности при работе.
- Как сделать электроэрозионный станок для домашней мастерской своими руками?
- Основные особенности электроэрозии
- Техническое задание на проектирование самодельного станка
- Разработка горизонтального электроэрозионного станка
- Краткое описание самодельной установки
- Как усовершенствовать станок?
Электроэрозионный станок своими руками.
www.softelectro.ru        
2009                    
Яшкардин Владимир    
info@softelectro.ru        
Видео работы станка   Скачать   Объем: 9 276 kb
Предисловие автора.
Данная статья написана исключительно для описания электроэрозионного метода обработки металлов.
Описание конструкции в целом и любой его части не может быть пособием по созданию электроэрозионного станка.
Электрическая схема и устройства станка нарушает все правила электробезопасности и представляет реальную угрозу вашей жизни, электросети и оборудованию.
Автор не несет никакой ответственности за ущерб нанесенный Вашему здоровью и имуществу если Вы попытаетесь реализовать описанную здесь конструкцию.
Любая часть этой статьи не может быть напечатана или передаваться кому- бы то ни было без этого предупреждения.
Автор сделал этот станок для одной конкретной задачи при ограничении времени и деталей.
После решения этой задачи станок был разобран, так как он абсолютно не безопасен.
§1 Вступление.
Создать этот станок меня заставила проблема с удалением обломанной высокоуглеродистой биты в картере заднего моста моей машины.
Отвинчивая крышку редуктора заднего моста, я оборвал головку болта М8.
В отсутствии экстрактора попытался использовать углеродистую биту в виде звездочки, которую забил в отверстие просверленное в остатке болта.
При попытки открутить остатки болта бита обломилась. Высверлить обломок биты твердосплавными сверлами не удавалось.
Пришлось подумать, как это сделать, не снимая моста.
§2 Электроэрозия.
Принцип электроэрозионной обработки металлов основан на испарении металла искровым разрядом.
Если Вы видели короткое замыкание конденсатора на металлической пластине, то помните, что в месте разряда остаётся лунка.
Металл в этом месте испаряется от высокой температуры искрового разряда.
Электроэрозионные станки более 50 лет применяются в промышленности для обработки высокопрочных сплавов.
§3 Искровой генератор.
Главное в станке это искровой генератор, а точнее конденсатор (накопитель энергии).
Нам необходимо накопить электрическую энергию за длительный интервал времени, а потом выбросить всю накопленную энергию за очень короткий промежуток времени.
По аналогичному принципу работают лазеры, чем короче будет промежуток времени выброса энергии,
тем выше будет плотность тока в искровом канале, следовательно — будет выше температура.
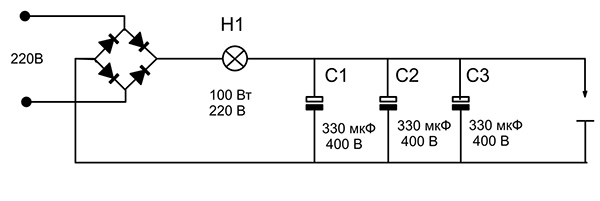
Рис1.Принципиальная схема искрового генератора.
Работа искрового генератора:
С помощью диодного моста выпрямляем промышленное напряжение 220 в.
Лампа Н1 служит для ограничения тока короткого замыкания и защиты диодного моста.
Вместо лампы можно использовать другую нагрузку. Чем больше нагрузка (Вт), тем быстрее зарядятся конденсаторы.
Но, помните, что ток не должен превысить возможности диодного моста и подводящих проводов.
После того, как конденсаторы зарядятся лампа Н1 погаснет, и можно подносить электрод к обрабатываемой детали.
В момент касания электрода о деталь проскочит искра, в результате чего конденсаторы разрядятся и лампа Н1 загорится.
После размыкания электрода конденсаторы вновь начнут заряжаться.
Время заряда конденсаторов в этой схеме 0,5..1,0 сек.
Постоянный ток в схеме при замкнутом электроде составляет примерно 0,45А, но в момент разряда он достигает нескольких тысяч ампер.
Поэтому провода от конденсаторов к электродам должны быть толстыми (6 ..10 мм2) и обязательно медными.
Поднося каждую секунду электрод к детали вы получите искровой генератор с частотой генерации в 1Гц.
§4 Особенности работы с искровым генератором.
Обрабатываемая деталь должна быть токопроводящая, т.е. это должен быть металл или сплав металлов.
Прочность сплавов значения не имеет.
Электрод должен быть медным или латунным.
Отверстие, получаемое в детали, будет повторять форму электрода.
Если электрод будет треугольным, то и отверстие в детали будет треугольное.
При работе электрод будет укорачиваться за счет испарения примерно с той же скоростью, с какой будет углубляться отверстие.
Скорость углубления для этой схемы составляет примерно 0,025мм за удар.
То есть, за 40 ударов глубина отверстия будет около 1мм (для диаметра отверстия 2..3мм).
При увеличении диаметра отверстия скорость углубления будет уменьшаться.
После каждого удара образовавшееся отверстие будет покрываться изнутри окислами металлов и постепенно искра начнёт уменьшаться, пока совсем не прекратиться.
Поэтому второй частью станка должна быть система удаления окислов.
Для этого необходимо подавать в отверстие керосин или масло.
Удаления окислов происходит за счет взрыва капли масла в искровой дуге.
Масло испаряется за счет высокой температуры и вступает в реакцию с кислородом, который находится в воздухе,
в результате чего в отверстии происходить щелчок (взрыв) который выбрасывает окислы металла наружу.
Я использовал баллончик с силиконовой смазкой.
Достаточно после каждого третьего щелчка брызгать в отверстие силиконовую смазку и искра не будет пропадать.
Только будьте внимательны, если налить много силикона он может загореться.
Подачу электрода нужно обязательно фиксировать направляющей, так чтобы он бил всё время в одну точку и двигался параллельно оси отверстия.
§5 Реализация станка.
Детали для искрового генератора не дефицитны, их можно купить в специализированном магазине или взять на ближайшей помойке.
Конденсаторы Вы найдете в любом выброшенном телевизоре или мониторе или в блоке питания от компьютера.
Там же найдете и диодный мост.
Напряжения указанное на конденсаторе должно быть не менее 320 В.
Емкость конденсатора может быть любой, сумма всех ёмкостей конденсаторов должна быть не менее 1000 мкФ (все конденсаторы соединяются параллельно).
Чем больше будет ёмкость, тем мощнее будет удар.
Все это надо собрать в прочном изоляционном корпусе.
Как я уже говорил для монтажа надо использовать толстые медные провода (6..10мм2), которые должны идти от конденсаторов к электродам.
Провода от конденсаторов к диодным мостам и к лампе могут быть 0,5мм2.
Лампу установить в фарфоровый патрон и прочно закрепите его на подставке, чтобы лампа не упала и не разбилась,
желательно здесь же установить автомат защиты на 2..6 А. с его помощью можно будет включать схему.
Для электродов нужно сделать надежные зажимы.
Для минусового провода большой крокодил или винтовой зажим.
На плюсовом проводе надо сделать зажим для медного электрода и штатив с направляющей для электрода.
Рис.2 Устройство станка
- электрод;
- винт зажима электрода;
- винт зажима плюсового провода;
- направляющая втулка;
- фторопластовый корпус;
- отверстие для подачи масла;
- штатив;
Описание:
Корпус 6 вытачивается из фторопласта. В качестве направляющей втулки 4 для электрода 1 использован заземляющий штырь 3-х фазной евророзетки.
Он был просверлен вдоль оси для установки в него электрода и сделано два отверстия с резьбой для закрепления электрода и провода.
По мере испарения электрода его подают вперед, ослабив винт 2.
Вся конструкция крепится на надёжный штатив, который позволяет менять высоту.
В отверстие 6 вставляется трубочка с маслом.
Направляющая втулка 4 как шприц подает масло вдоль электрода.
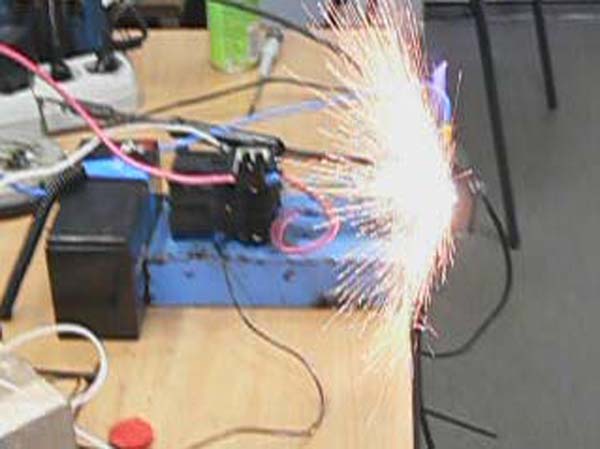
Рис.3 Фотография станка
Для привода электрода был использован отечественный пускатель с катушкой на 220в, шток которого имеет ход 10 мм (он определяет максимальную глубину отверстия).
Обмотка пускателя подключается параллельно лампе Н1, поэтому пока конденсаторы заряжаются (лампа горит) шток пускателя втянут.
После зарядки конденсаторов лампа гаснет, так как ток в системе перестает течь и шток отпускается.
При отпускании штока он касается детали, происходит искровой разряд, лампа Н1 загорается и шток снова втягивается. Цикл повторяется снова, с частотой примерно 1Гц.
Если надо увеличить частоту, то нужно увеличить мощность лампы Н1.
В качестве детали на фотографии использован напильник.
Рис.4 Фотографии сверла с отверстием, проделанным этим станком.
§6 Меры безопасности при работе.
- Во первых, из-за отсутствия нужного трансформатора схема искрового генератора была сделана без гальванической развязки с промышленной сетью 220в.
Если деталь окажется, каким-то образом заземлена, то это приведет к короткому замыканию сети. - Во-вторых, из-за отсутствия нужного трансформатора используется опасное для жизни человека напряжение. Удар искровым разрядом в 220в 1000 мкФ будет летален.
- В-третьих, к детали не должны быть подключены электронные приборы даже через корпус. Например, если полностью не снять электронные блоки с машины и не отсоединить аккумулятор, то можно легко вывести их из строя.
- В-четвертых, керосин или масло подаваемые в отверстие могут легко загореться, что приведет к пожару.
При работе со станком нужно учесть:
Поэтому я настоятельно не рекомендую повторять эту конструкцию.
- Поставить развязывающий трансформатор 220в/12в Р=200 ВА
- Лампу Н1 12в 120Вт
- Увеличит емкость батареи до 20 000 мкФ ( можно испол. конденсаторы на 35В)
Минимум что в ней надо теоретически изменить:
Причем разработать и изготавливать конструкцию должен специалист , аттестованный на такие работы.
Если же вам необходимо изготовление деталей в промышленном масштабе, рекомендую использовать профессиональное оборудование:
Электроэрозионные станки
Супердрели для отверстий
Проволочно-вырезные станки
Копировально-прошивные станки
Назад   Главная  
Источник
Как сделать электроэрозионный станок для домашней мастерской своими руками?
У некоторых домашних мастеров возникает идея изготовить электроэрозионный станок своими руками для собственной мастерской. Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя. Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
В результате искровой эрозии производится прожиг сквозных отверстий или нанесение маркировки. Возможна обработка поверхности сложной формы, задаваемой электродом.
Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Схема искрового генератора:
Электросхема устройства предусматривает использование:
- диодного моста, он выпрямляет подаваемое переменное напряжение из сети 220 В;
- лампа накаливания Н₁ на 100 Вт представляет активную нагрузку;
- конденсаторы С₁, С₂, С₃ накапливают энергию для получения разового искрового разряда.
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Разработка горизонтального электроэрозионного станка
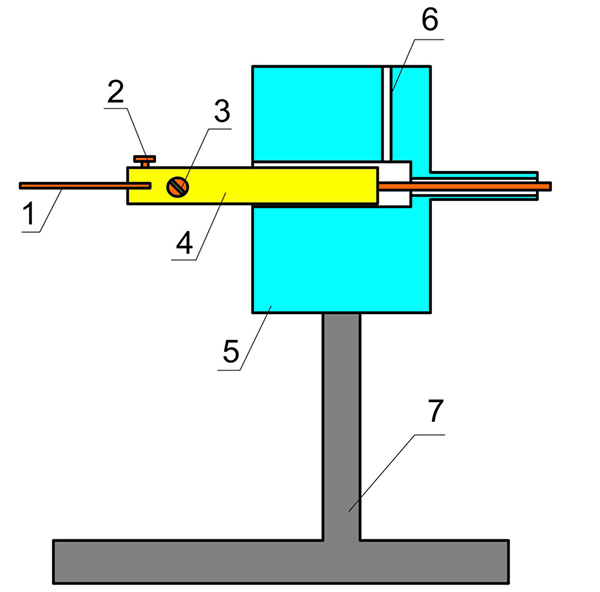
Схема установки включает основные узлы и детали:
- 1 – электрод;
- 2 – винт фиксации электрода в направляющей втулке;
- 3 – клемма для фиксации положительного провода от преобразователя напряжения;
- 4 – направляющая втулка;
- 5 – корпус из фторопласта;
- 6 – отверстие для подачи смазки;
- 7 – станина.
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Краткое описание самодельной установки

В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.

Как усовершенствовать станок?
Изготовленный простейший станок представляет собой действующую модель. Его назначение – образование отверстий в закаленных деталях.
В дальнейшем нужно рассмотреть вариант с вертикальным расположением электрода. Тогда под него можно установить ванну. Процесс будет происходить без возможных неисправностей, связанных с наличием неубираемого шлама из рабочей зоны.
Нужно также рассмотреть дополнительные механизмы для плавной подачи инструмента. Возможно, потребуется осуществлять не только осевое перемещение, а также движение электрода в горизонтальной плоскости, чтобы проводить трехмерную обработку поверхности.
Любой простейший станок дает мысли к тому, как его в дальнейшем усовершенствовать и создать более удобный агрегат. Главное, сделать первый шаг и попробовать изготовить первый образец.
Видео: самодельный электроискровой станок.
Источник